Reduce Manufacturing Costs with Advanced Foam Dispense Process
The Challenges Of Curved And Custom Lineals
By Steven Sinders, Principal Engineer at Graco Inc., Applied Fluid Technologies Division
A major window manufacturer was looking for a way to reduce the costs associated with producing windows in the shapes desired by today’s architects, designers, and builders. One key challenge in the process is bending the architectural window frame lineals in smaller, more concise radius bends. This can be a slow and labor-intensive step that leads to an enormous amount of scrap if not done correctly. After finding the right foam material formulation and adopting a hydraulic fixed ratio (HFR) system to fill the lineals, the company has reduced production time by half, with a significant scrap reduction.
Adapting To Window Trends Requires Less Labor Intensive Process
The fashion sweeping today’s building industry is use of windows with smaller diameter shapes, such as semi-circles, full circles, ovals and even omega signs. While attractive, they can be difficult to produce.
A key part of the window manufacturing process is bending lineals, hollow extruded plastic tubing that serves as the inner frame of a finished window. The lineals hold the glass in place so the exterior frame can be secured to the inner lineal frame.
The traditional, labor-intensive process called for heating the hollow lineals in an oven for a certain number of minutes. The operator removes the pieces from the oven and inserts a preheated flexible rubber snake that matches the track opening for the specific lineal cavity. Lineal pieces can have multiple hollow tracks, and a snake is inserted into each one. These rubber snakes are actually made of a precision-machined material that can cost up to $12,000 per set. Their life span is usually not very long, since they are continually going through a heating and cooling process that weakens them.
The lineals are then placed on a heated metal table where operators use pegs inserted in the table top as supports while they slowly bend the lineal into the desired shape. The manual system results in gaps in the seal and the plastic lineal can kink if not bent properly. This kink ruins the product and creates scrap, because the lineal will not properly seal the glass. It also results in lost time, effort, and heating costs. The labor intensive process is not only costly, it is also quite slow.
U.S Based Manufacturer Seeks Better Solution For Producing Custom Lineals
A major window manufacturer was using this time-consuming manual method for bending lineals for custom windows. They were looking for a way to improve the process because the slow production cycle time could not keep up with the company’s need to increase production to meet market demand.
The window manufacturer approached a local distributor to find a different way of filling the lineals, and the distributor brought the challenge to Graco, which develops modular, configurable systems for polyurethane processing.
Graco began by looking at the material that comprised the foam filling. The window manufacturer had been working closely with a polyurethane foam manufacturer that recommended a formula that would mix well, process easily at a reasonable cost, and offer the proper density to provide support in bending without adding significant weight. The material formula was specifically designed to react and cure in a certain amount of time, rising and filling the lineals from the bottom to the top, turning from liquid to solid.
Graco worked with the foam manufacturer to further refine the proper medium for this process, including collaborating to get chemicals with satisfactory density, mixability, and processability.
Success Required Rigorous Material Testing
Graco’s Advanced Fluid Solutions (AFS) team conducted research and testing at Graco’s lab facility in Ohio. They tweaked the additives in the base polyol, changing the ratio to reach the desired density for the finished foam. They also tested a variety of guns to determine the best one for the process. The AFS team continued to work with the foam manufacturer to tweak the material several more times until they eventually arrived at a successful formulation.
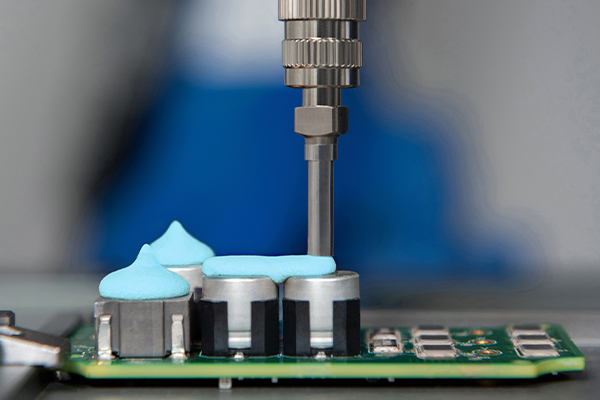
Based on the new formulation, Graco configured the system. They recommended use of a hydraulic fixed ratio (HFR) system, in which two materials are mixed together under a high pressure impingement, which forces them to become one liquid. After the liquid is injected by a specialized gun, it begins reacting in a matter of 8-10 seconds, first creaming, then gelling, and finally turning into solid foam.
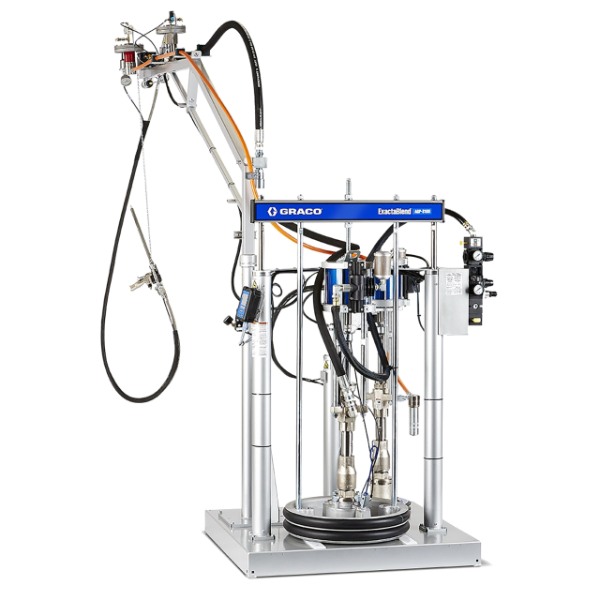
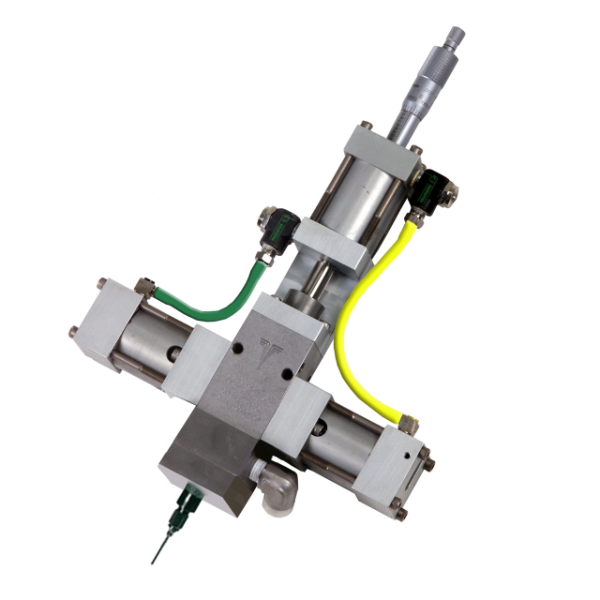
The equipment selected includes the Graco HFR™ metering system (heated), equipped with a Fusion® air purge gun and pour nozzle adapter, which provides the high pressure impingement mixing and dispense. Two separate liquids are pumped through and mixed at the time of injection in the patented gun and injected into the lineal cavities. The foam density formula allows for the lineal to be completely filled, giving it excellent support during bending without adding significant weight.
Enhanced Capabilities And Reduced Production Time
Graco took the system out to various window manufacturing facilities for production testing, where it was used to inject the foam into lineals to bend them in mock production trials. The result showed that the manufacturers were able to bend the lineals in smaller, more concise radius bends. The foam-filled lineals do not have voids or gaps in the cavities, giving them excellent internal support of the lineal during bending.
Moreover, while the original window manufacturer started the project looking for a better way to bend lineals, they came away with a solution that decreases production time by 50 percent and provides a very significant scrap reduction.
The process has now been adopted by several other North American window manufacturers.
Related Products




Related Articles
Window OEM Improves Production Efficiency
Window OEM increased productivity while maintaining exact specifications on large stadium project.
Real-time Ratio Monitoring Critical for Adhesives in the Glass Industry
Discover the importance of real-time ratio monitoring in the glass industry. Learn how accurate mixing and on-ratio dispensing of adhesive components impact the success of bonding and sealing processes for insulated glass and curtain wall applications.
Improving Quality & Efficiency When Using Adhesives
Discover how proper mixing and accurate, on-ratio dispensing of adhesive components enhance bonding and sealing in insulating glass and curtain wall production. Explore improved mixing technology and high-pressure, high-flow proportioners for efficient adhesive application.
