在表面处理过程中检测和辨识钢材缺陷
涂层在固化时会收缩,导致锋利边缘和焊缝处的薄膜厚度较低,这是涂层失效的典型原因。
修复缺陷通常并不是喷砂工作的内容,但在预备表面时,涂层必须正确粘附,而表面缺陷会影响粘附效果。磨料喷砂工能够观察到钢材表面的每一个细微之处,是发现缺陷的最后一道防线。
发现和报告缺陷非常重要,值得鼓励。额外提供这项服务会给人留下深刻印象,有助于在竞争中脱颖而出。但首先,您需要知道要寻找什么。
三种钢材表面缺陷
ISO 8501-3 中“应用涂料及相关产品前钢质基材的准备工作”部分将缺陷分为三类:
• 焊缝
• 边缘
• 一般钢材表面
检查缺陷时,请密切注意焊接接头、切口、穿刺和铣刨。戴着手套的手在可疑的区域寻找缺陷位置。某些突出(例如焊缝飞溅)可以进行磨料喷砂。其他缺陷则需要研磨。
如果需要用电动工具研磨甩出的突起,请务必不要留下任何表面粗糙、毛刺或抛光现象。在研磨钢材缺陷时,请注意基材的质量不应小于周围金属的质量,也不应在研磨时发生过热现象,这两种情况都会削弱钢材的质量。此外,缺陷位置研磨结束后,用手套测试方法检查磨削好的位置,确保在研磨过程中不会让边缘更锋利。
知道要查找什么缺陷后,让我们来了解一下不同等级的表面处理。
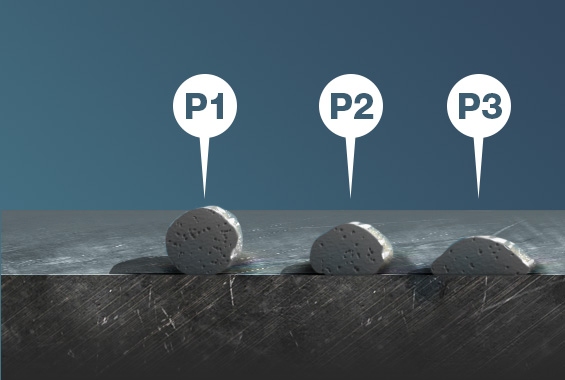
确定不同等级
根据 ISO 8501-3 的规定,钢材表面的可见缺陷有三个等级:
P1 轻度准备:喷涂前无需准备或只需最少的准备;
P2 仔细准备:修复大部分缺陷;
P3 彻底准备:表面没有明显可见的瑕疵。
确定好预备等级后,请确保按照规格预备表面,尤其是考虑到同一个作业可能需要不同的预备等级,例如:内侧 P1 级,外墙 P3 级。
在开始之前,所有相关方就预备等级和具体的可见缺陷达成共识,可以节省时间和精力。
瑕疵、缺陷和预备等级示例
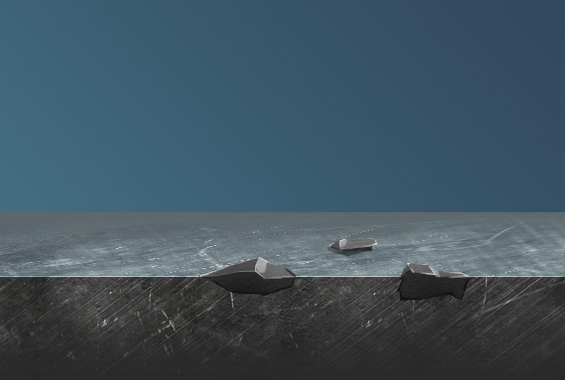
焊接飞溅
将焊丝转换到焊缝的过程中,熔池中存在扰动。这种干扰通常是由电压过低或电流过大引起的,会导致焊接物质在钢表面上炸开。
预备等级
P1 - 没有任何松散的焊接飞溅物 (a)
P2 - 没有任何松散和轻微粘附的焊接飞溅物 (a+b)
P3 - 表面没有任何焊接飞溅物。(a + b + c)
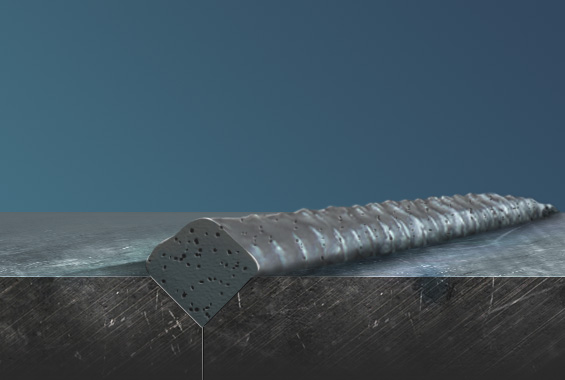
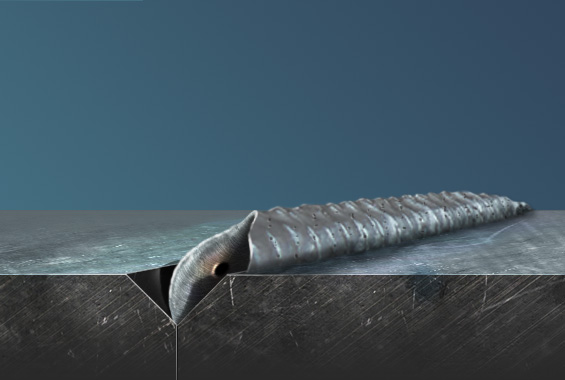
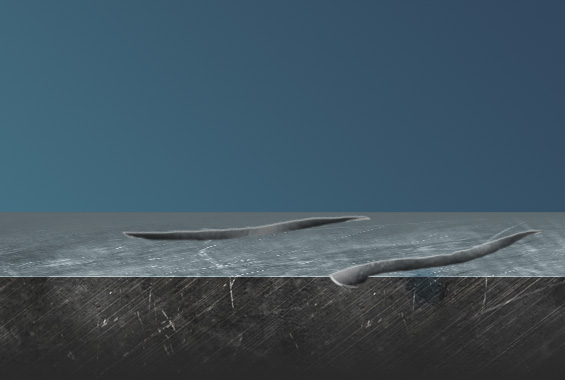
焊缝波纹/轮廓
焊池中的表面振动沿焊道轮廓的长度固化为波纹。
预备等级
P1 - 不预备
P2 - 对表面进行修饰,除去不规则和锋利的轮廓
P3 - 完全清理表面,保持光滑
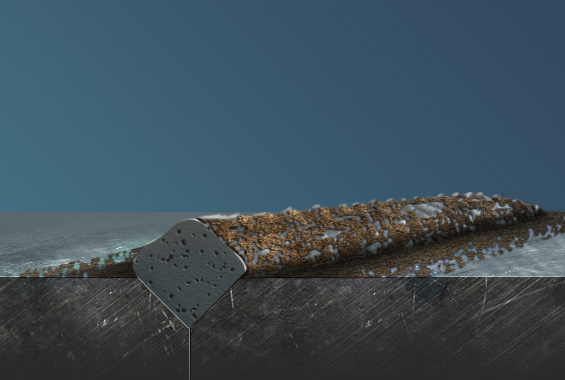
焊渣
助焊剂涂层、空气和表面之间的脱氧过程;其结果是作为残留物沉积在焊道上及其周围。
预备等级
P1 - 表面没有焊渣
P2 - 表面没有焊渣
P3 - 表面没有焊渣
底切
焊道底部附近的焊缝缺陷、凹槽或凹坑,导致粘结力较弱,容易开裂。
预备等级
P1 - 不预备
P2 - 表面不得有尖锐或深的底切
P3 - 表面不得有尖锐或深的底切
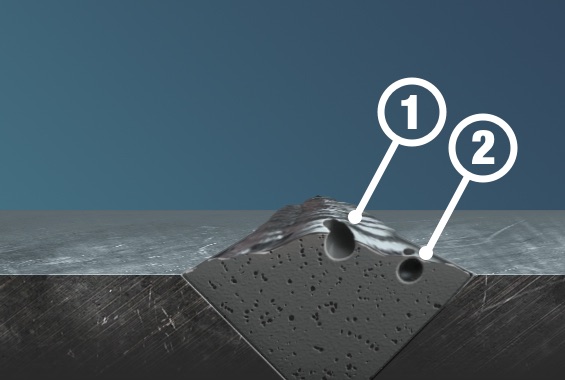
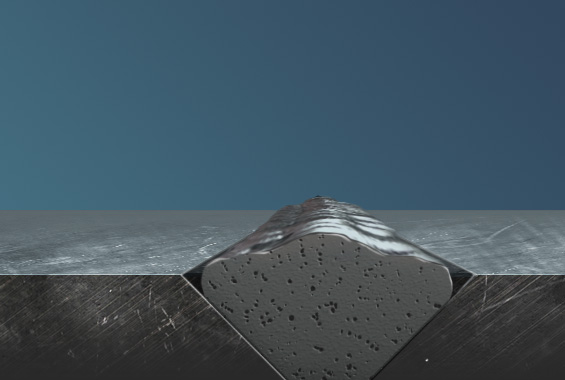
焊缝气孔
焊缝气孔是一种常见的焊接缺陷。在预备好的金属上使用焊枪时,气体被释放出来并吸收到熔融金属中。随着金属冷却,气体从金属中释放出来,形成气孔。
预备等级
1 - 可见
2 - 不可见(喷砂清理后可能会打开)
P1 - 不预备
P2 - 表面孔隙必须足够开放,以允许涂料渗透
P3 - 表面没有可见孔隙
焊端陨石坑
不正确的焊接技术;这种缺陷发生在电弧发生故障的地方,会形成一个陨石坑
预备等级
P1 - 不预备
P2 - 末端陨石坑没有锋利的边缘
P3 - 表面没有可见的末端陨石坑
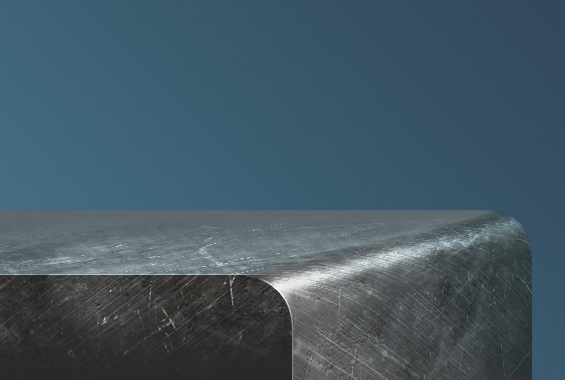
滚边
边缘以渐进曲线的方式从表面的一侧过渡到另一侧。
预备等级
P1 - 不预备
P2 - 不预备
P3 - 以不小于 2 毫米的半径对边缘进行抹圆处理
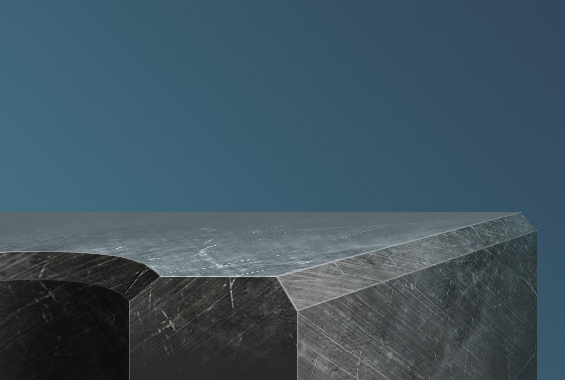
边缘:冲压、剪切、锯切、钻孔
在制造过程中通过冲压、剪切、锯切或钻孔工具进行的边缘过渡。
预备等级
P1 - 边缘的任何部分都不得锋利;边缘应没有翅片
P2 - 边缘的任何部分都不得锋利;边缘应没有翅片
P3 - 以不小于 2 毫米的半径对边缘进行抹圆处理
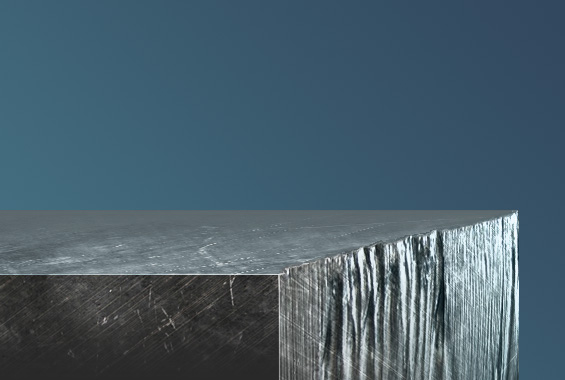
热切割边缘
使用等离子体、氧气燃料或其他热处理工艺切割钢材时。
预备等级
P1 - 表面无焊渣和松散的废料
P2 - 边缘的任何部分都没有不规则的轮廓
P3 - 切割面应被清除,边缘应为圆角
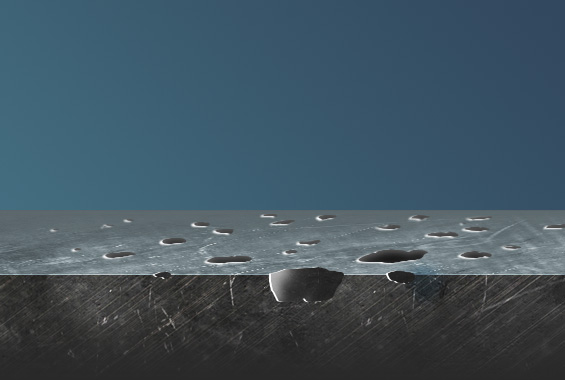
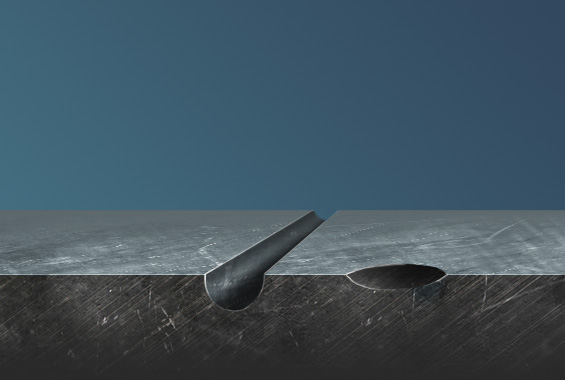
凹洞和陨石坑
极其局部化的腐蚀导致钢质基材上的小穿孔。
预备等级
P1 - 凹洞和陨石坑应足够开放,便于涂料渗透
P2 - 凹洞和陨石坑应足够开放,便于涂料渗透
P3 - 表面没有凹洞和陨石坑
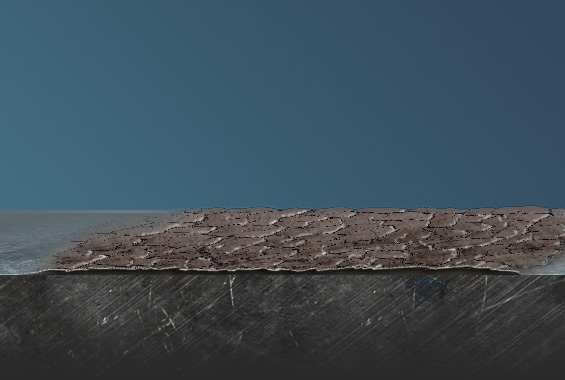
贝壳化/裂片/毛刺
钢材中的一个腐蚀层导致被腐蚀的表面分离并升高,留下连接在一起的片状贝壳质感材料。
预备等级
P1 - 表面没有升高的部分
P2 - 表面看不到贝壳样的质感材料
P3 - 表面看不到贝壳样的质感材料
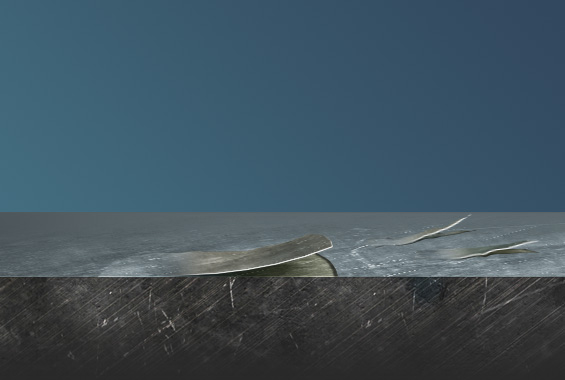
翻转/剪切层压
切入表面的制造缺陷导致薄薄的突出切片。
预备等级
P1 - 表面没有升高的部分
P2 - 表面没有可见的翻转/剪切层压
P3 - 表面没有可见的翻转/剪切层压
卷入异物
制造过程中的缺陷导致异物被夹在机械辊下并嵌入钢表面。
预备等级
P1 - 表面没有卷入的异物
P2 - 表面没有卷入的异物
P3 - 表面没有卷入的异物
凹槽和沟槽
钢材表面影响外观的孔洞或粗糙开口,通常是由于操作不当造成的。
预备等级
P1 - 不预备
P2 - 凹槽和沟槽的半径不得超过 2 毫米
P3 - 表面无凹槽和沟槽
压痕和滚痕
钢质基材中的深沟或凹槽,通常是由不当的机械操作引起的。
预备等级
P1 - 不预备
P2 - 压痕和滚痕应平滑
P3 - 表面没有压痕和滚痕
关键点
应在检查阶段识别表面缺陷,并在作业开始之前讨论清除缺陷的计划。但是,如果在喷砂过程中发现表面缺陷,请在采取措施之前将缺陷报告给项目经理。