Mejore el rendimiento de los sistemas termofusibles
El alto coste de la tecnología desfasada
El sistema termofusible, aunque solo es una parte del proceso completo de envasado de fin de línea, puede tener un gran impacto en la eficiencia general de producción, los costes de fabricación y la seguridad del operador. Al comparar los sistemas tradicionales basados en tanques diseñados como olla a presión con la tecnología más avanzada de sistemas sin tanque, notará una diferencia drástica en el potencial de rentabilidad y fiabilidad posible con los sistemas termofusibles sin tanque.
Conocer las preguntas correctas que debe hacerse antes de seleccionar su sistema termofusible puede ayudarle a encontrar la mejor solución para completar su proceso de envasado de fin de línea.
Seis preguntas que debe hacer al comprar un equipo
Antes de adquirir una máquina de termofusible, asegúrese de hacerle las siguientes preguntas al proveedor:
1. ¿Puede confiar en el sistema termofusible para obtener una calidad constante?
2. ¿Cuánto mantenimiento se requiere?
3. ¿Puede el sistema termofusible proporcionarle ahorros operativos?
4. ¿Puede realizar un seguimiento del rendimiento del sistema?
5. ¿Cuál es el grado de seguridad del sistema para los operadores de los equipos?
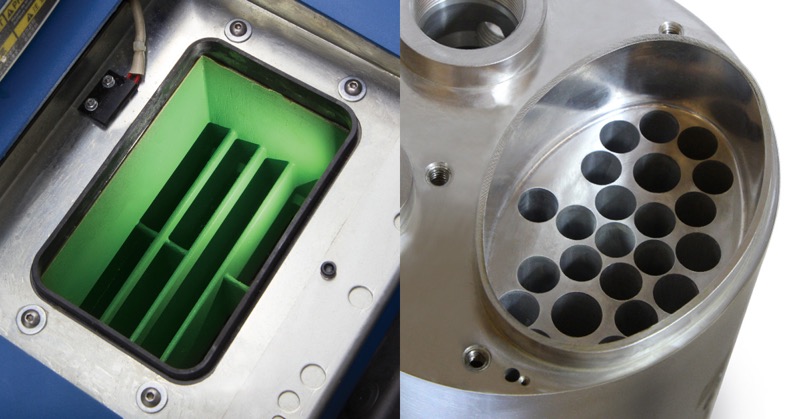
Figura 1 - El fundidor de la izquierda se describe como “sin tanque”, pero no es cierto. La imagen de la derecha sí es la de un fundidor con la auténtica tecnología sin tanque.
Variaciones de viscosidad y adhesivo termofusible desperdiciado
Los cambios de viscosidad pueden dar como resultado un rendimiento de adhesivo deficiente y fluctuaciones en la cantidad de adhesivo dosificado. Si se dosifica demasiado pegamento, se desperdicia material y se deja dinero sobre la mesa. Si se dispensa demasiado poco, algunos envases se abrirán, con lo que habrá que desecharlos o el cliente los devolverá.
Actualmente, algunas de las últimas tecnologías termofusibles emplean un sistema de vacío integrado para introducir el adhesivo termofusible en el fusor. Con este método, un sensor de ultrasonidos monitoriza de forma constante el adhesivo en la cámara. Se añade adhesivo adicional de manera automática y según sea necesario, dependiendo de las exigencias de la aplicación. El material se añade al ritmo de unos 250 cm3 cada vez, lo que elimina el impacto térmico en el pegamento fundido que podría generar problemas por cambio de viscosidad.
Estos sistemas integrados de alimentación por vacío también ahorran mano de obra, ya que no dependen de que nadie vigile el adhesivo. El sistema mantiene unos niveles óptimos de adhesivo de manera automática, conservando el calor en el interior y el polvo y la suciedad en el exterior. También promueve pesos de cordón constantes al eliminar el choque térmico.
Relación de volumen área de superficie/adhesivo
La alta relación de volumen área de superficie/adhesivo en los sistemas termofusibles sin tanque es la razón principal de la reducción del carbonizado y de los tiempos mínimos de arranque. Al eliminar los tanques calefactados y aumentar la superficie de fusión, se logra un sistema de mejora continua con efectos muy positivos en el rendimiento del equipo de termofusible. Cuanto mayor sea esta relación, menor será el tiempo de arranque y las probabilidades de carbonizado.
Cuando los sistemas no dependen de un tanque, los gránulos de adhesivo se pueden fundir según sea necesario y se pueden dosificar rápidamente, lo que reduce enormemente la carbonización y la degradación del material causada por la larga exposición al calor.
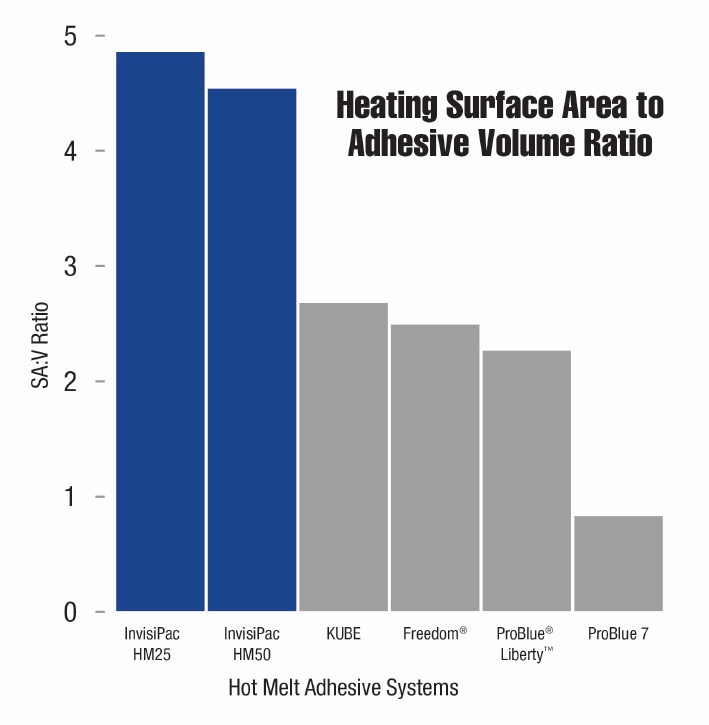
Figura 2 - Diagrama con la relación de volumen área de superficie de calentamiento/adhesivo
Carbonización del adhesivo y obstrucciones en las boquillas de termofusibles
Los tanques calefactados tradicionales almacenan entre 4 y 50 litros de material adhesivo, mientras los diseños sin tanque calientan menos de dos litros a la vez, con lo que el adhesivo se calienta más rápidamente , menos de 10 minutos en la mayoría de casos. Esta reducción en el tiempo de arranque tiene un gran impacto sobre el tiempo de actividad y en toda la vida útil de la máquina de termofusible. Por lo tanto, se traduce en una mayor rentabilidad.
En estos sistemas sin tanque basados en vacío, el adhesivo termofusible queda expuesto al calor durante menos tiempo, por lo que también se reduce la carbonización en el sistema. Con un volumen fundido mínimo, el adhesivo caliente pasa menos tiempo a temperatura y se repone rápidamente con un suministro nuevo. La reducción de carbonización también reduce el desperdicio de material y los tapones en las boquillas que conducen a menos mantenimiento general del sistema y menos tiempo de inactividad de la línea de producción.




Artículos relacionados
El efecto Venturi e InvisiPac
El vídeo explica como un concepto sencillo de un llamativo nombre hace que funcione un increíble equipo de packaging: el sistema de aplicación de hot melt InvisiPac® Tank-Free™.
InvisiPac optimiza el proceso de envasado de QED Environmental Systems
Conozca cómo QED trabajó con un consultor de envasado para identificar áreas de mejora y optimizar su proceso de envasado.
Comparación del funcionamiento de los sistemas termofusibles
Comparar cómo se diseñan los diferentes sistemas termofusibles para dispensar material.
