Reduzca el tiempo de inactividad provocado por la carbonización del adhesivo
Carbonización del adhesivo, tapones de boquillas y materiales termofusibles
Cuando se alteran las propiedades del adhesivo a través de la degradación de oxidación o térmica, el termoadhesivo pierde su naturaleza plástica, lo que provoca un sobrecalentamiento o "carbonización" del adhesivo.
La carbonización del adhesivo es la principal causa de averías y tiempo de inactividad en los equipos de termofusibles empleados para el envasado final y las aplicaciones de sellado de cajas y embalajes de cartón. Los costes globales por la inactividad causada por la carbonización del adhesivo pueden llegar con facilidad a los $5.000 - $15.000 por hora/línea dependiendo de la aplicación.
Testimonio de Summit Brewing:
Eliminando el tiempo de inactividad de la línea de envasado
La carbonización del adhesivo aumenta los costes operativos y de mantenimiento
Los sistemas termofusibles tradicionales disponen de un tipo de depósito al que se aplica calor, y que mantiene grandes volúmenes de adhesivo fundido durante horas o días seguidos. Junto con los niveles de llenado variables, estos largos periodos de calor afectan de manera negativa a la consistencia del adhesivo, causando la aparición de cúmulos duros de adhesivo carbonizado que no podrán fluir en el sistema.
Estos cúmulos duros de adhesivo carbonizado obstruyen las mangueras de los equipos de termofusible y las boquillas de los dosificadores, lo que provoca un tiempo de inactividad imprevisto que impide la optimización de los procesos industriales. Normalmente los operadores tienen boquillas de repuesto a mano para reducir el tiempo de inactividad.
De manera similar a la placa en una arteria endurecida, las capas de carbonización se van acumulando dentro de las mangueras, y eso dificulta la conservación eficaz de una viscosidad en el pegamento que sea constante en todo el sistema. Como resultado, hay que sustituir las mangueras con más frecuencia. Si la carbonización del adhesivo es un problema que ocurre con frecuencia, también acabará en la bomba del sistema, y finalmente provocará el fallo prematuro de los sellos de fluido en las bombas y pistolas.
Dependiendo del proceso productivo y del problema, el impacto de la carbonización del adhesivo en la rentabilidad puede ser importante. Algunos ejemplos de costos tangibles por problemas relacionados con la carbonización (sin incluir el tiempo de inactividad correspondiente) son:
- $600 - $1.200 por la sustitución de la manguera termofusible ($100 por cada 30 cm)
- $1.500- $5.000 - proceso de reemplazo y reconstrucción de la bomba
- $7.000 - $14.000 de coste de capital por unidades adicionales
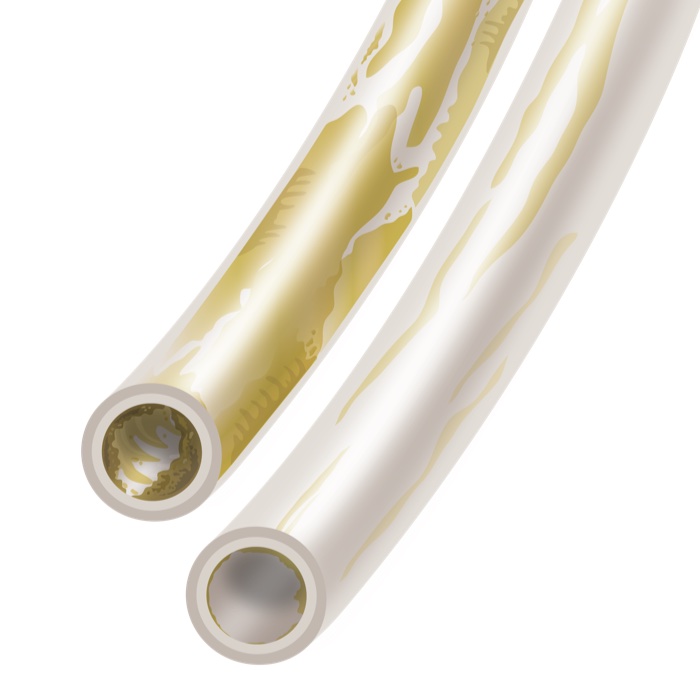
Las capas de adhesivo termofusible carbonizado se pueden acumular dentro de las mangueras
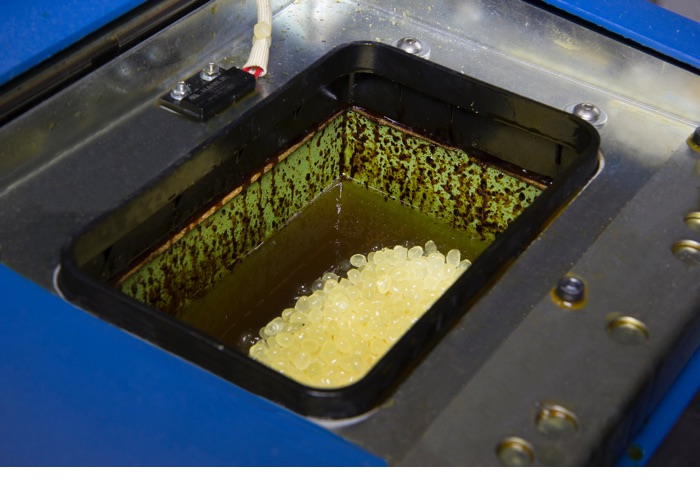
Acumulación de carbonización de adhesivo dentro de un sistema termofusible tradicional con tanque
Tiempo de inactividad causado por la limpieza de las boquillas y los tanques de termofusible
Además de los costes tangibles en la sustitución de piezas por la obstrucción de la carbonización, los sistemas con tanque calefactado suelen precisar una rutina de limpieza y mantenimiento para evitar una acumulación excesiva de carbonización. Estas labores de limpieza pueden consumir mucho tiempo y requerir mucho trabajo, lo que afecta al tiempo de actividad y la productividad.
Es posible que los fabricantes tengan que retirar los tanques de la línea para acabar de rascar todo el material de la carbonización del interior. En algunas aplicaciones, suele haber disponibles unidades de termofusible de repuesto para mantener estas líneas en funcionamiento durante la limpieza rutinaria de los tanques. La limpieza de tanques puede tardar alrededor de medio día en completarse, lo que se traducirá en unos costes generales y de mano de obra de $1000 a $1.500. Las empresas que no cuentan con el equipo necesario para limpiar los tanques en las instalaciones tienen que enviarlos a otro lugar para que eliminen la carbonización, con lo que se añaden gastos de envío y renovación y se pierde aún más tiempo de actividad.
Una vez se ha eliminado toda la carbonización del sistema, la tecnología con tanque pierde aún más tiempo valioso de actividad para llegar a la temperatura de funcionamiento. Para evitar este tiempo de inactividad tan caro durante el proceso normal de producción, los operadores suelen dejar encendidos los sistemas termofusibles con tanque (incluso cuando no hay producción en la planta), lo que supone un gasto de energía y reduce aún más la rentabilidad.
Nueva tecnología de fusión que elimina la carbonización del adhesivo
En lugar de los tanques tradicionales, los nuevos sistemas termofusibles de tecnología Tank-FreeTM usan cámaras de fusión diseñadas específicamente. La eliminación de los tanques calefactados aumenta de forma drástica el rendimiento de los equipos de termofusibles. Con una mayor superficie de fusión, estos fundidores son más eficientes y tienen tiempos de calentamiento mucho más cortos, alcanzando la temperatura de funcionamiento en 10 minutos o menos, mientras que los tanques tradicionales tardan un mínimo de 45 minutos.
Al exponer el adhesivo al calor durante menos tiempo, también se reduce la carbonización en el sistema. El adhesivo permanece menos tiempo a alta temperatura, lo que genera menos carbonización. Con un volumen mínimo de fusión, el adhesivo caliente se puede dosificar de forma rápida y la cámara se llena de adhesivo nuevo rápidamente. La reducción de la carbonización supone lo siguiente:
- Reducción de los desperdicios de material.
- Menos obstrucciones en las boquillas
- Menor mantenimiento general del sistema
- Mayor vida útil de los sellos del fluido
- Menos tiempo de inactividad en la línea de producción

Más opciones de material termofusible
Hay algunos materiales adhesivos termofusibles que nunca se tienen en cuenta por su tendencia a acumular carbonización cuando se emplean en los sistemas de tanque tradicionales. Para afrontar el problema de la formación de carbonización en el adhesivo y conseguir una mejora de procesos, algunos fabricantes han cambiado a adhesivos de temperaturas más estables que son más caros. Aunque estos adhesivos puedan ser una opción a tener en cuenta, el aumento en los costes afecta a menudo a los márgenes de beneficio. En realidad, el equipo de termofusible no debería dictar la elección del tipo de adhesivo.
Las nuevas cámaras de fusión de los nuevos sistemas sin tanque han aumentado la viabilidad de otras opciones potenciales como adhesivos termofusibles, incluyendo el metaloceno, EVA, etc. Estas opciones de adhesivos son más asequibles y ayudan a los fabricantes a incrementar la rentabilidad del envasado de final de línea.




Artículos relacionados
¿Qué hace que el adhesivo termofusible se carbonice?
Sobrecalentamiento, contaminación y oxidación. Obtenga información sobre las tres causas de la carbonización del adhesivo y cómo evitarlas.
Una fábrica de cerveza de la costa este mejora el proceso de envasado de cerveza
Two Roads Brewery necesitaba un nuevo sistema termofusible para mejorar la eficiencia y garantizar la calidad de sus envases de cartón.
Fabricantes de adhesivo termofusible
Lista de fabricantes de adhesivo termofusible para aplicaciones de envasado, específicamente para sellado de cajas y envases.
