Répondre aux défis du conditionnement des surgelés
Éviter les ouvertures de boîtes et de cartons
Le bon équipement pour l'application
Les fabricants d’emballages d’aliments surgelés exigent le même résultat qu’avec les autres applications de fermeture de boîtes et cartons, à savoir une fermeture de qualité qui reste en place. Pourtant, mettre en œuvre un processus efficace de conditionnement de fin de ligne dans l’alimentation surgelée présente des difficultés d’application uniques.
Les trois étapes du conditionnement fiable des surgelés
Pour assurer un processus de fabrication optimisé dans les applications liées aux produits surgelés, il est important de comprendre comment :
1. Sélectionner l’adhésif adapté au besoin.
2. Maintenir une température correcte de l’adhésif.
3. Éviter l’intervention des opérateurs
Adhésifs thermofusibles et environnements froids
Les procédés liés à l’emballage des surgelés créent un environnement de production en modification constante. Certaines applications de conditionnement alimentaire destiné aux surgelés posent des défis particuliers liés aux circonstances. Les produits fabriqués par congélation à air pulsé exigent un contrôle très précis de la température de l’adhésif pour conserver les propriétés d’adhérence et assurer une fermeture de qualité.
Par exemple, les gaufres surgelées sont généralement mises en sachet, puis dans leur carton d’emballage en chambre froide. Ensuite, l’adhésif fondu à 177 °C est appliqué aux rabats du carton, avant le passage dans le congélateur à air pulsé. Cet enchaînement représente un changement de température extrême : de 5 °C à -40 °C en un laps de temps très court.
Température constante de l’adhésif
Pour atteindre le niveau de performance apte à assurer une bonne fermeture des boîtes et des cartons, le contrôle de la température de l’adhésif est essentiel. Une température inconstante de l’adhésif entraîne une incertitude quant à l’efficacité de la thermofusion. Les adhésifs sujets à des fluctuations de température peuvent rester intacts jusqu’à leur sortie d’usine, mais s’avérer insuffisants après que les cartons soient restés à -18 °C pendant un ou deux jours.
Les deux causes les plus courantes d’inconstance de la température de la colle sont liées aux machines de thermofusion à réservoir et à l’intervention des opérateurs. Avec les machines de thermofusion à réservoir, le maintien d’une température constante de la colle nécessite un réglage constant par l’opérateur. Les variations de température de l’adhésif se produisent aussi quand l’opérateur laisse le réservoir se vider en grande partie avant de faire l'appoint avec de la colle sèche. Sans le délai de récupération nécessaire (jusqu’à 45 minutes), la température de la colle peut descendre à 171 °C, voire moins, ce qui entraîne un risque de défaut des fermetures.
Des colles plus agressives peuvent accroître la carbonisation
Pour répondre aux problèmes du conditionnement des aliments surgelés, les fabricants ont mis au point des adhésifs pour emballage capables de résister à des températures aussi basses que -40 °C et qui ne se dégradent pas aussi rapidement. C’est intéressant pour les fabricants de produits surgelés, car des colles plus agressives sont une assurance supplémentaire contre les ouvertures intempestives.
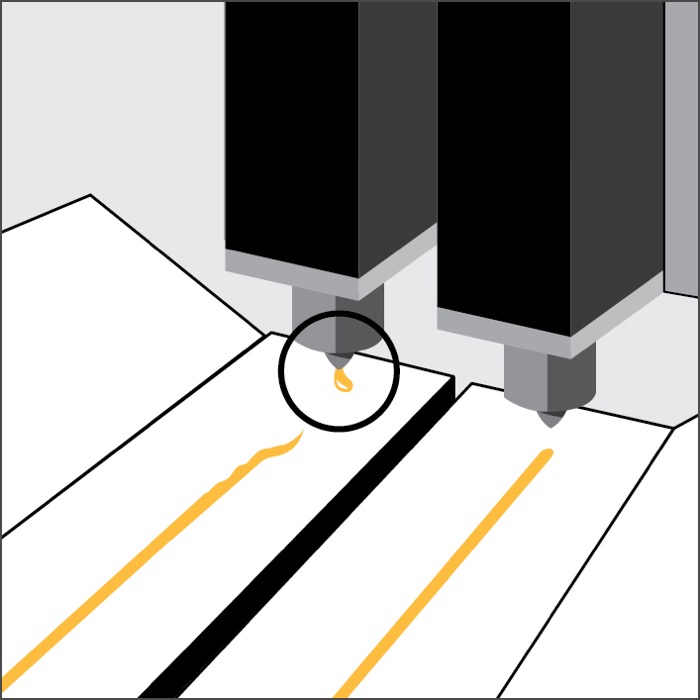
Malheureusement, certaines des formulations entraînent davantage de carbonisation. En général, plus l’adhésif est agressif, plus rapidement il se détériore sous l’effet de la température. Les fabricants peuvent aussi choisir de chauffer davantage leur colle, de la rendre plus collante et d’en utiliser plus qu’il n’est généralement nécessaire. Mais cette solution n’est pas viable, car elle augmente la consommation d’adhésif, accroît les risques de carbonisation de l’adhésif et d’obstruction des buses, et met en jeu la qualité et la constance des fermetures.
Constance et fiabilité grâce à la nouvelle technologie
En se tournant vers les systèmes de thermofusion à technologie Tank-FreeTM (sans réservoir) véritable avec chambres de fusion à la pointe du progrès pour remplacer les anciens réservoirs, les fabricants de produits surgelés peuvent désormais compter sur une qualité de fermeture constante des boîtes et des cartons. Dans ces appareils, la technologie de pointe :
1. assure une fusion véritablement à la demande,
2. maintient une température constante de l’adhésif,
3. maximise la stabilité et la performance de l’adhésif.
Même en utilisant un adhésif plus agressif, les opérateurs n’ont pas besoin de régler l’appareil pour maintenir la température ou pour éviter la dégradation de la colle. Cette technologie permet de faire fondre l’adhésif par ordre d’entrée dans la machine et de ne faire fondre que ce qui est nécessaire, lorsque c’est nécessaire. Ces avantages permettent aux fabricants d’aliments surgelés d’optimiser les performances des adhésifs.
Il n’est pas toujours évident de savoir si une machine de thermofusion est effectivement dotée de la technologie Tank-FreeTM. En effet, certains fournisseurs présentent leurs appareils comme « sans réservoir ». Avant d’investir dans un nouveau système de colle thermofusible, n’oubliez pas de poser au fournisseur ces six questions essentielles.




Articles connexes
6 raisons de choisir InvisiPac
Six raisons pour lesquelles de nombreuses entreprises sont déjà passées à InvisiPac sur leurs lignes d’emballage.
Adoption de l’InvisiPac par le site de Mondelēz Namur
Après une période d’essai de six mois, l’usine de Mondelēz située à Namur a décidé d’adopter définitivement l’InvisiPac de Graco comme système de distribution de colle thermofusible.
Améliorez la performance de votre système de thermofusion
Augmentez la rentabilité globale de votre ligne de conditionnement en prenant conscience du coût élevé des procédés obsolètes.
