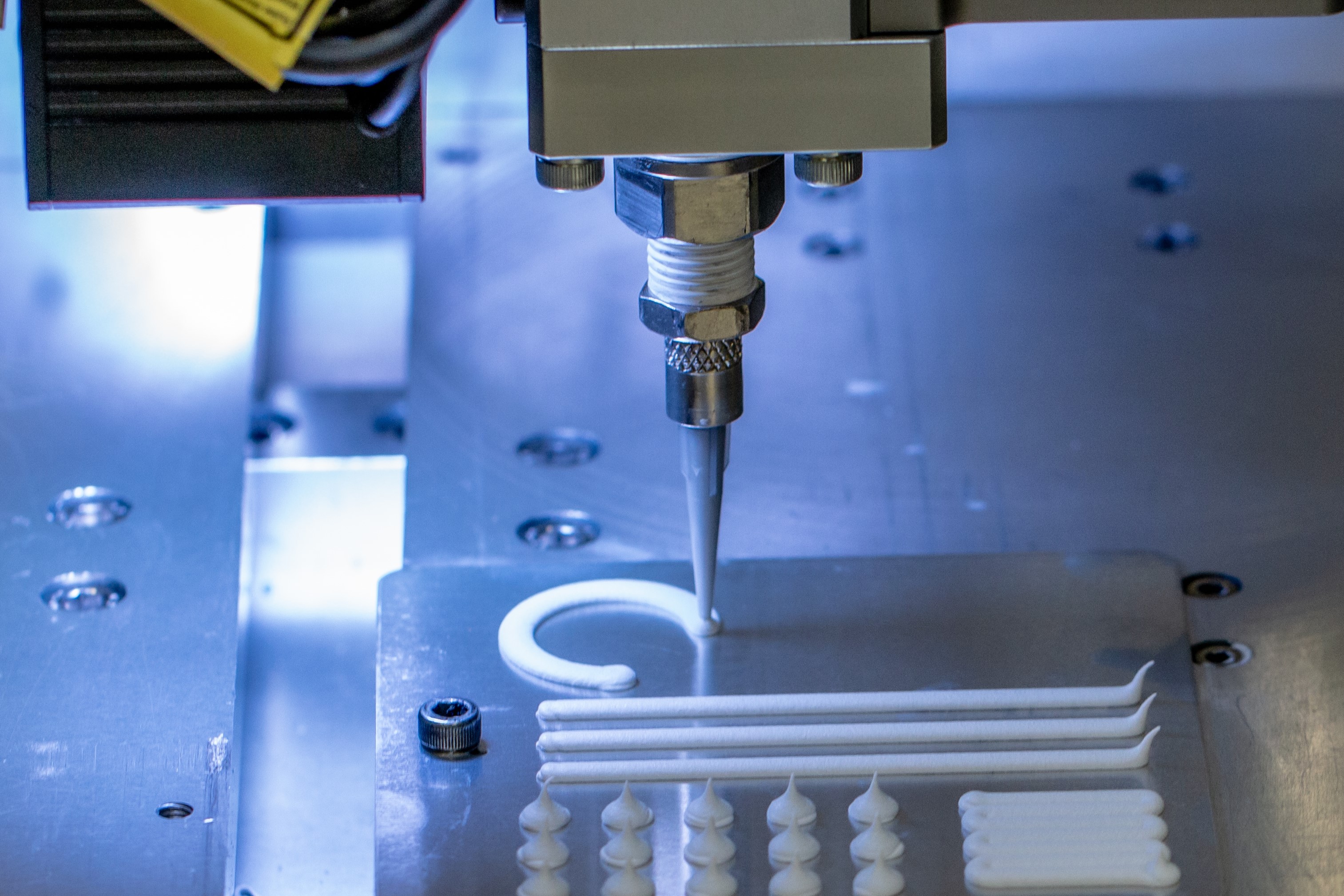
为了粘合和密封而进行精确点胶
喷涂完美的胶条
Graco Inc. 应用流体技术部工程总监 Mike Bozzelli
产品的功能可能取决于在零配件内形成的完美粘合或密封效果;如果您打算为了粘合和密封而点胶,喷涂完美的胶条绝对至关重要。如果胶条不够完美,则认为该零配件存在缺陷,最终会对成本造成极大的影响。要想喷涂完美的胶条,必须从头到尾控制好流体。为了成功控制流体,首先要确定您要点胶的胶条类型,然后为该应用选择合适的点胶设备。
粘接和密封材料:单组份和双组份系统
第一步是确定是否需要粘合或密封。
粘合是指将两个物品连接或固定在一起,防止零配件的各个零件散开,而密封则用于防止诸如流体之类的物质溢出或进入零配件。很多种产品都需要粘合和密封;粘合和密封操作都要求使用不同设计规格的胶条。此类规格包括胶条形状以及所需的胶条高度和宽度。
可以使用单组份 (1k) 材料或双组份 (2k) 材料进行粘合和密封。 通常将 1k 的材料点胶到零配件内或零配件上,而不与其他材料混合。这些材料可以是热熔胶、硅树脂、聚氨酯、环氧树脂或紫外光材料。它们可以使用溶剂、加热或与空气中的水分发生反应来固化。
典型的 1k 应用示例包括太阳能板密封、窗户组件、汽车(聚氨酯挡风玻璃密封胶、尾灯粘接、镜子粘接到外壳上、防抱死制动系统 (ABS) 塑料外壳)以及扬声器组件粘合和过滤器端帽粘接和接缝密封。
什么是完美的密封胶条,它为什么如此重要?
冲切垫圈和注塑垫圈多年来一直是标准的设计做法。但是, 冲切垫圈会浪费大量材料。 在许多情况下,制造商最后为了获得薄垫圈而扔掉几乎整块材料。注塑垫圈解决了材料浪费的问题,但需要投资大量模具。这两种方法的显著缺点是,如果需要更新设计,就需要非常高改造的成本。
从根本上来说,密封胶条是点胶流体,可替代冲切或注塑成型的垫圈。理想情况下,'您不应该将其分开比较。 整个胶条作业中的胶条必须均匀分布,并具有一致的高度、宽度和硬度计读数(硬度)。
完美的胶条不能存在任何类型的不一致,包括在胶条中出现任何硬点、软点、稀点或稠点。这是冲切和注塑成型零配件的优势之一,因为它们都是一体成型。喷涂的胶条必须从某个固定点开始,按照相同的高度、宽度和形状点完整个预定路径,然后在另一个固定点处结束,这个点通常这是同一个起点。如果您使用的是双组份材料,还必须以完全相同的比率混合,以免影响最终的硬度计读数。
导致胶条中出现稠点有多种原因,但最常见的原因是材料压力升高。与之相反,压力降低通常会导致出现稀点。如果在胶条的起点出现一个稠点,由于这个点与实际的蛇出奇的相似,通常将其称为“蛇头”。在胶条的另一端,出现一个“尾巴”很常见,这是因为材料的断面急剧减小,导致留下一小串材料。
存在瑕疵的胶条可能会导致零配件损坏,必须将其丢弃或重新加工。根据零配件成本、工时以及由于返工和额外的材料成本造成的生产损失等变化情况, 不完美胶条可能对成本造成极大的影响。如果劣质零配件不在现场,则可能需要采取保修措施,并可能成为责任问题。
什么是完美的粘合胶条,它为什么如此重要?
与密封胶条不同,高度、宽度和硬度不是粘合胶条的主要关键特征。这是因为零配件是在材料仍然潮湿(或至少仍然柔软)时进行组装,会四处移动。 对于粘合胶条,材料放置和正确的材料体积最为重要,对于双组份材料,适当的混合比率是最重要的因素。尽管诸如蛇头和尾巴之类的问题非常重要,但实际上,在正确的位置放置适量材料以使其在组装期间正确延展更为重要。
如果使用的材料太少,则会出现间隙。如果使用材料过多,则会挤入不需要材料的区域。材料放置将对这两种情况都有重大影响。对于双组份材料,如果没有设置适当的比例并混合材料,即使一切看似可以接受,也无法正确粘合材料。
选择合适的设备以获得完美的胶条
无论是什么用途,生成完美胶条的关键是对流体进行控制。伺服驱动的容积泵,例如固瑞克 PD44、1053、1093 和 Pr70s 阀和机器,是始终能满足大多数胶条要求的绝佳选择。
通过设计,柱塞阀消除了温度和粘度方面的两个非常重要的变量。 大多数材料的粘度会随着温度变化而变化。 通常,大多数材料会随着温度升高而变稀,在较低温度下往往会变稠。如果仅对材料施加压力并依赖于在固定时间内打开和关闭阀门,这可能会成为需要克服的重大问题。
早晨打开阀门后,材料会变冷变稠,您所得到的材料将少于您的预期。您可以通过调节进料压力来加以弥补。但在工厂在当天晚些时候变热时,必须重新调节压力,因为现在材料已变稀,并且系统已加入更多材料。 从流程控制的角度来看,这种情况会导致操作员执行不必要的干预,并可能生成报废或返工的零配件。
在处理材料本身的量时,这种方法没有考虑到前面提到的所有问题,例如出现蛇头、尾巴或压力波动,这些都会破坏胶条。伺服驱动的柱塞阀和机器具有处理所有这些变化情况的选件,并在大多数情况下完全消除了这些问题。伺服驱动系统从胶条涂布开始一直到结束始终提供恒定的动力,从而为材料提供恒定的压力,避免胶条内出现所有可能的稀稠区域。
采用这种柱塞阀设计,意味着每次都包含相同体积的材料,因此每次都会喷涂等量的材料。这意味着 即使材料在一天中变稀或变稠,点胶的材料量始终相同。 将这两个设计元素结合在一起,便于用户在从开始到结束的整个胶条涂布过程完全控制流体。
在随后的文章中,我们将介绍将这些流体技术与运动设备(如机械臂和 XYZ 平台)结合使用的技巧和建议,以便在使用最困难的材料时也能生成完美的胶条。