Riducete i tempi di fermo macchina causati dalla carbonizzazione dell’adesivo
Residui carbonizzati di adesivo, tappi nell’ugello e materiali a caldo
Quando le proprietà dell’adesivo vengono alterate dalla degradazione termica e ossidativa, si perde la natura termoplastica dell’adesivo e si verifica un surriscaldamento, o "carbonizzazione", dell’adesivo stesso.
La carbonizzazione dell’adesivo è in assoluto la causa principale di guasto e di fermo macchina delle apparecchiature a caldo nelle operazioni di imballaggio a fine linea e nelle applicazioni di chiusura e confezionamento di scatole e cartoni. I costi complessivi di fermo macchina dovuti alla carbonizzazione dell’adesivo possono facilmente arrivare a 5.000-15.000 dollari l’ora/per linea, a seconda dell’applicazione.
Testimonianza di Summit Brewing:
Eliminazione dei tempi di fermo della linea di confezionamento
I residui carbonizzati di adesivo aumentano i costi di manutenzione e di esercizio
I sistemi per l’applicazione di adesivi a caldo tradizionali sono dotati di un serbatoio riscaldato che mantiene grandi volumi di adesivo fuso per ore o addirittura giorni. Insieme alle variazioni di livello del prodotto, questi lunghi periodi di riscaldamento influiscono negativamente sulla consistenza dell’adesivo, generando grumi induriti di materiale carbonizzato che non riescono a scorrere all’interno del circuito.
I grumi così formati vanno a intasare i tubi e gli ugelli di erogazione causando tempi di fermo macchina non programmati che riducono il rendimento del processo di produzione. Spesso, gli operatori tengono una scorta di ugelli di ricambio a portata di mano, per cercare di ridurre questi tempi di fermo macchina.
Un po’ come accade con le placche nelle arterie indurite, gli strati di materiale carbonizzato si accumulano all’interno dei tubi dell’impianto per applicazione di adesivi a caldo ostacolando l’efficace mantenimento di una viscosità costante in tutto il circuito. Di conseguenza, si è obbligati a cambiare spesso i tubi. La carbonizzazione della colla è un problema comune che interessa anche la pompa che serve il sistema, causando il cedimento precoce delle guarnizioni di tenuta dei fluidi nelle pompe e nelle pistole.
In base al processo di produzione, l’impatto della carbonizzazione dell’adesivo sulla redditività può essere significativo, a seconda del problema che si verifica. Ecco alcuni esempi di costi vivi legati al problema della carbonizzazione (che non comprendono i tempi di fermo da esso causati):
- 600-1.200 USD - sostituzione dei tubi a caldo (100 USD per circa 30 cm)
- 1.500-5.000 USD - sostituzione pompa e ripristino del processo
- 7.000-14.000 USD - costo di capitale per unità aggiuntive
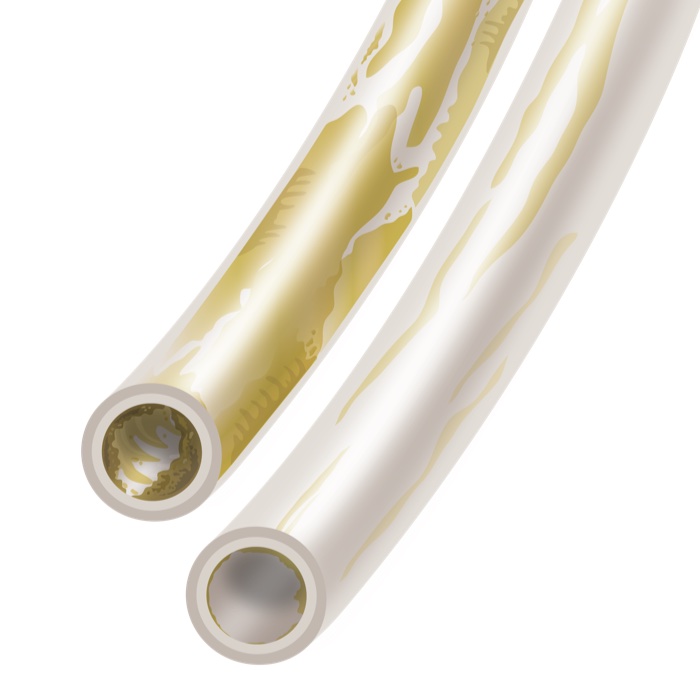
Gli strati di adesivo a caldo carbonizzato possono accumularsi all’interno dei tubi
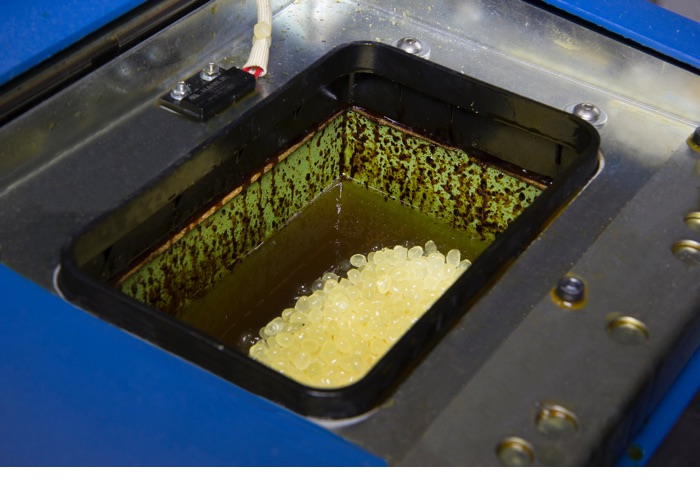
Accumulo di adesivo carbonizzato in un sistema tradizionale con serbatoio per l’applicazione di adesivi a caldo
Tempi di fermo causati dalla pulizia degli ugelli e dei serbatoi per adesivi a caldo
Oltre ai costi vivi per la sostituzione dei pezzi causata dall’intasamento da carbonizzazione, i sistemi con serbatoio riscaldato richiedono spesso una pulizia e una manutenzione di routine per evitare l’accumulo eccessivo di materiale carbonizzato. Si tratta di operazioni di pulizia che possono essere particolarmente onerose e che inoltre influenzano negativamente i tempi di funzionamento e la produttività.
Si devono mettere fuori linea i serbatoi e raschiarli al loro interno per rimuovere l’accumulo di materiale carbonizzato. In alcune applicazioni, si tiene spesso a disposizione un certo numero di unità a caldo in più per tenere le linee in funzione durante queste pulizie di routine dei serbatoi. La raschiatura dei serbatoi richiede almeno mezza giornata di lavoro, con costi generali e di manodopera che vanno dai 1.000 ai 1.500 dollari. Le aziende che non sono attrezzate per svolgere l’operazione di pulizia internamente devono mandare i serbatoi presso ditte esterne per la rimozione del materiale carbonizzato, con conseguenti costi di spedizione e rigenerazione oltre all’ulteriore costo dovuto alla perdita di produzione.
Una volta che il sistema è stato ripulito dalla colla carbonizzata, i sistemi con serbatoio sprecano tempo prezioso per andare in temperatura. Per evitare i costosi tempi di fermo macchina durante la normale produzione, i tecnici lasciano spesso i sistemi a caldo con serbatoio accesi (anche quando l’impianto è fermo), con spreco di energia e ulteriore riduzione della redditività.
Le nuove tecnologie per la fusione eliminano la carbonizzazione dell’adesivo
A differenza dei serbatoi tradizionali, i nuovi sistemi per applicazione di adesivi a caldo che usano la tecnologia Tank-FreeTM sono dotati di speciali camere di fusione appositamente studiate. L’eliminazione dei serbatoi riscaldati migliora in modo sostanziale le prestazione dell’apparecchiatura a caldo. Fornendo una superficie di fusione maggiore, queste unità di fusione sono più efficienti e hanno tempi di riscaldamento più rapidi, riuscendo a raggiungere la temperatura di funzionamento in 10 minuti, o anche meno, rispetto ai tempi di avvio di almeno 45 minuti degli impianti per applicazione di adesivi a caldo tradizionali.
La riduzione dell’esposizione dell’adesivo al calore che caratterizza questi sistemi riduce inoltre la formazione di materiale carbonizzato all’interno del sistema. Rimanendo in temperatura per un tempo inferiore, si riduce anche la carbonizzazione. Con un volume di materiale fuso minimo, l’adesivo riscaldato viene erogato rapidamente e sostituito con nuovo materiale. Una minore quantità di materiale carbonizzato significa:
- Minor spreco di materiale
- Meno intasamento degli ugelli
- Riduzione dei costi di manutenzione generale
- Aumento della vita utile delle guarnizioni dei fluidi
- Minori tempi di fermo della linea

Maggiori opzioni per i materiali a caldo
Vi sono materiali adesivi per i sistemi a caldo che in genere non vengono presi in considerazione per la loro tendenza a carbonizzare quando vengono usati nei sistemi tradizionali con serbatoio. Per gestire l’impatto negativo della formazione della carbonizzazione dell’adesivo, alcuni produttori sono passati a usare adesivi più stabili nella temperatura ma più costosi. Sebbene questi adesivi rappresentino una buona opzione, il loro maggiore costo influenza spesso i margini di profitto. Infine, l’attrezzatura a caldo non dovrebbe imporre quale adesivo scegliere.
Le camere di fusione di nuova progettazione dei sistemi senza serbatoio Tank-Free hanno aumentato le possibilità di utilizzo di opzioni di adesivi a caldo, compresi i metalloceni, EVA e altri. Questi adesivi sono più abbordabili come costo e contribuiscono ad alzare la redditività della produzione di imballaggi a fine linea.




Articoli correlati
Quali sono le cause dei residui carbonizzati di adesivo a caldo?
Surriscaldamento, contaminazione e ossidazione. Scoprite di più sulle tre cause della carbonizzazione della colla e come evitarle.
Il birrificio East Coast migliora il processo di confezionamento della birra
Il birrificio Two Roads era alla ricerca di un nuovo sistema di sigillatura a caldo per migliorare la propria efficienza e garantire la qualità delle scatole.
Produttori di adesivi per applicazione a caldo
Elenco dei produttori di adesivi a caldo per applicazioni di imballaggio, in particolare per sigillatura di scatole e cartoni.