Oberflächenvorbereitungsstandards erklärt - SSPC/NACE & ISO 8501
Die beiden vorherrschenden Strahlreinigungsstandards ISO 8501 und SSPC / NACE sind schwer zu vergleichen. Obwohl sie ungefähr den gleichen Grad an Sauberkeit vorschreiben, werden sie auf entgegengesetzte Weise klassifiziert und sorgen so für Verwirrung.
VERSTÄNDNIS DER STRAHLREINIGUNGSNORMEN SSPC/NACE UND ISO 8501
Die beiden vorherrschenden Strahlreinigungsstandards ISO 8501 und SSPC / NACE sind schwer zu vergleichen. Obwohl sie ungefähr den gleichen Grad an Sauberkeit vorschreiben, werden sie auf entgegengesetzte Weise klassifiziert und sorgen so für Verwirrung.
ISO 8501
ISO 8501 wurde 1988 von der International Standards Organization veröffentlicht. Diese vereinte den Inhalt der schwedischen Norm SIS 1967 von 055900 und der deutschen DIN 55928. ISO 8501 ist eine illustrierte Norm , die das Erscheinungsbild verschiedener Rostgrade bei verschiedenen Reinheitsgraden zeigt, nebst Textbeschreibungen der Sauberkeitsstufen. ISO 8501 ordnet die Reinheitsgrade nach ansteigendem Arbeitsaufwand.
Sa 1 Leichte Strahlreinigung
Sa 2 Gründliche Strahlreinigung
Sa 3 Strahlreinigung zur visuellen Reinigung von Stahl
SSPC / NACE
Der ursprüngliche Standard für Oberflächenvorbereitung wurde von einer Architektengruppe in Nordamerika in den 1960er Jahren für Stahlarbeiter in Pittsburgh verfasst. Die „Society for Steel Painting Structures“ (Gesellschaft für Stahllackierungen) richtete sich nach den Standards. Die SSPC Standards sind Textbeschreibungen, keine Bildbeschreibungen, obwohl sie von visuellen Leitfäden (VIS) mit Fotoreferenzen begleitet werden. SSPC / NACE nummeriert sie in umgekehrter Reihenfolge, wobei die Oberflächenreinheit erhöht wird
SP 5 Weißmetall
SP 6 Kommerziell
SP 7 Abbürsten
Dies genügte, bis die Industrie eine neue Spezifikation für einen Reinheitsgrad verlangte, der die Kosten durch den Ersatz von Weißmetall in Situationen, in denen nahezu-Weiß gut genug war, senken konnte. ISO fügte es in die schon vorhandene Reihenfolge als Sa 2 1/2, Sehr gründliche Strahlreinigung ein, aber SSPC hielt sich nicht an die Reihenfolge und fügte es chronologisch als SP 10 fast Weiß hinzu. Die beiden Versionen waren nicht gleich: Sa 2.5 erlaubte es, Flecken, Streifen und Schatten von Rost, Walzzunder und Beschichtungen auf bis zu 15%* der Oberfläche zu belassen, während SP 10 nur 5% zuließ.
Im Jahr 2000, gaben die SSPC und die NACE im Vorgriff auf einen Zusammenschluss der Organisationen, deren Mitgliedschaften sich weitgehend überschnitten, gemeinsame Standards heraus. Der Zusammenschluss scheiterte, aber die neue Ordnung der NACE, welche die NACE Nr. 1, 2, 3, 4 auf die SSPC SP 5, 6, 10, 7, übertrug, bestand.
Dies genügte bis 2006, als SSPC / NACE Industrielle Strahlreinigung einführte, eine neue Norm zwischen Abbürsten und kommerziell. Diese wurde chronologisch als SSPC SP 14 / NACE Nr. 8. klassifiziert. ISO lehnte es ab, die neue Norm als Sa 1.5. in ihr System aufzunehmen.
Trotz der Unterschiede wird generell angenommen, dass die Reinheitsgrade kompatibel sind. Sie weisen ähnliche zulässige Flecken- und Anhaftungsgrade von Rost, Walzenzunder und Beschichtungen auf und können in einer Tabelle zusammengefasst werden:
* Geschätzte Oberfläche. ISO 8501-1 ist eine visuelle Referenz und gibt Prozentsätze nicht explizit an.
Wenden Sie sich an einen Experten
Dies genügte, bis die Industrie eine neue Spezifikation für einen Reinheitsgrad verlangte, der die Kosten durch den Ersatz von Weißmetall in Situationen, in denen nahezu-Weiß gut genug war, senken konnte. ISO fügte es in die schon vorhandene Reihenfolge als Sa 2 1/2, Sehr gründliche Strahlreinigung ein, aber SSPC hielt sich nicht an die Reihenfolge und fügte es chronologisch als SP 10 fast Weiß hinzu. Die beiden Versionen waren nicht gleich: Sa 2.5 erlaubte es, Flecken, Streifen und Schatten von Rost, Walzzunder und Beschichtungen auf bis zu 15%* der Oberfläche zu belassen, während SP 10 nur 5% zuließ.
Im Jahr 2000, gaben die SSPC und die NACE im Vorgriff auf einen Zusammenschluss der Organisationen, deren Mitgliedschaften sich weitgehend überschnitten, gemeinsame Standards heraus. Der Zusammenschluss scheiterte, aber die neue Ordnung der NACE, welche die NACE Nr. 1, 2, 3, 4 auf die SSPC SP 5, 6, 10, 7, übertrug, bestand.
Dies genügte bis 2006, als SSPC / NACE Industrielle Strahlreinigung einführte, eine neue Norm zwischen Abbürsten und kommerziell. Diese wurde chronologisch als SSPC SP 14 / NACE Nr. 8. klassifiziert. ISO lehnte es ab, die neue Norm als Sa 1.5. in ihr System aufzunehmen.
Trotz der Unterschiede wird generell angenommen, dass die Reinheitsgrade kompatibel sind. Sie weisen ähnliche zulässige Flecken- und Anhaftungsgrade von Rost, Walzenzunder und Beschichtungen auf und können in einer Tabelle zusammengefasst werden:
* Geschätzte Oberfläche. ISO 8501-1 ist eine visuelle Referenz und gibt Prozentsätze nicht explizit an.
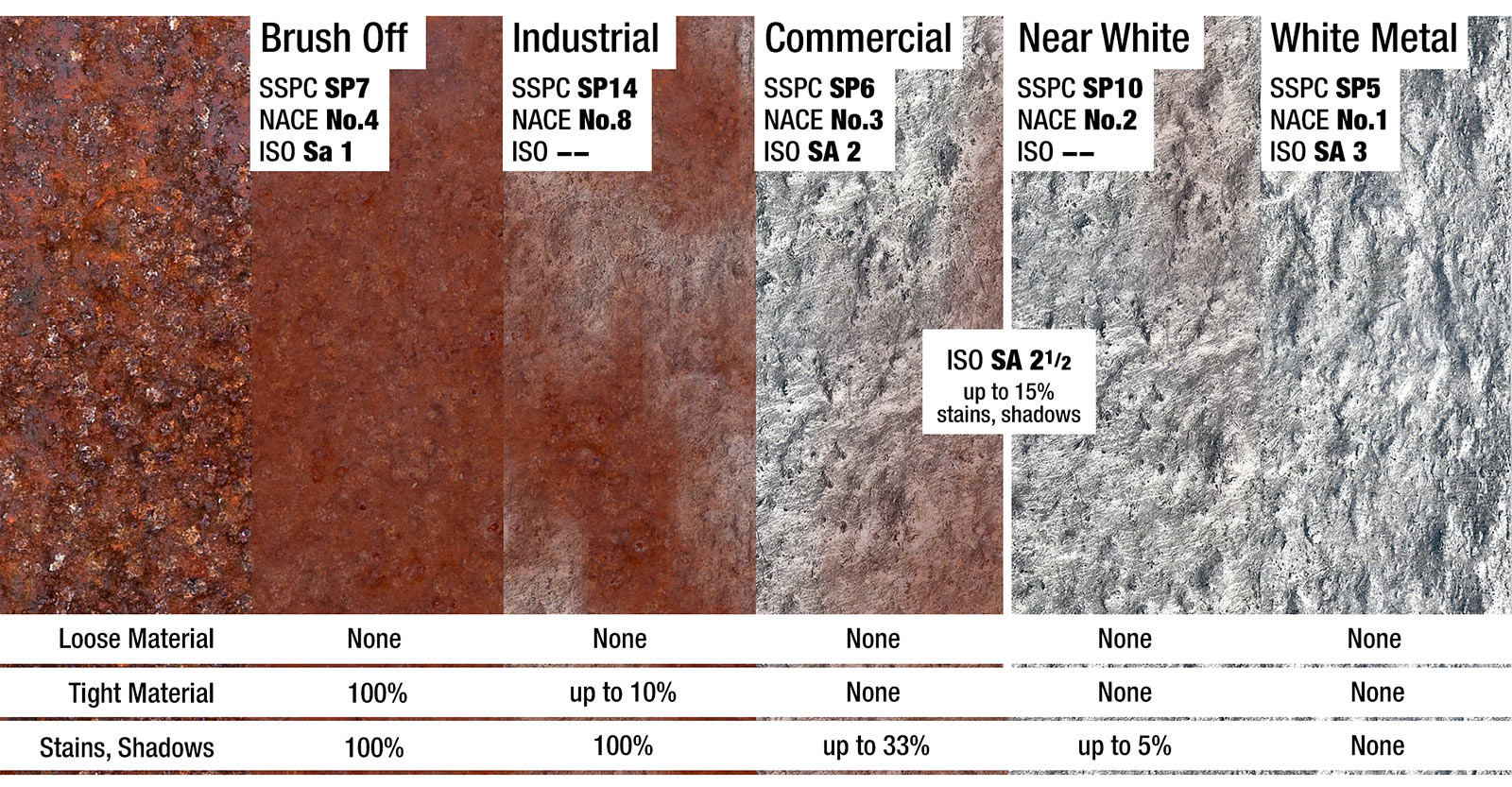
Die Normen erwähnen explizit Flecken, Streifen und Schatten, aber sie sind praktisch gleich: ein Rückstand, der einen Farbunterschied, aber keine erkennbare Dicke aufweist. Dicht anhaftendes Material bezieht sich auf alles, was nicht mit einem stumpfen Spachtel abgetragen werden kann.
Warum Oberflächenvorbereitungsstandards?
Es gibt Oberflächenvorbereitungsstandards, um die Lebensdauer der Beschichtung zu maximieren und die Kosten zu minimieren.
Oberflächenvorbereitung macht bis zu 40% der Kosten eines Neulackierungsprojekts aus, deshalb versuchen Anlagenbesitzer den Material- und Zeitaufwand für Strahlarbeiten zu reduzieren. Weißmetall ist in der Herstellung teuer, insbesondere bei Wartungsarbeiten. Es wird in der Regel für kritische Anwendungen eingesetzt, bei denen Ausfallkosten katastrophal sind. Nahezu-Weiß ist für den Einsatz in den meisten Umgebungen ausreichend. Kommerziell ist kostengünstiger und für korrosionsfreie Umgebungen und Betriebsumgebungen geeignet. Abbürsten spart dem Besitzer kurzfristig das meiste Geld, wenn ihm dies ausreicht.
Bei der Auswahl einer Beschichtung vergleicht der Eigentümer die Kosten für das Strahlen und Lackieren mit dem Risiko eines vorzeitigen Versagens der Beschichtung. Wenn das schlimmste Szenario darin besteht, dass er in 5 statt in 7 Jahren neu lackieren muss, könnte er Geld sparen, indem er von kommerziell auf abbürsten zurückgreift. Wenn vorzeitiges Versagen der Beschichtung zum Verschütten von 10 Millionen Litern ätzender, gefährlicher und teurer Chemikalien führen kann, entscheidet er sich für Weißmetall und eine Hochleistungsbeschichtung.
Oberflächenvorbereitungsstandards

Reinigung mit Lösungsmitteln
SP 1 / ISO 8504
Locker haftendes Material: 100%
Dicht anhaftendes Material: 100%
Flecken, Streifen, Schatten: 100%
Durch die Strahlreinigung werden Öl und Fett nicht entfernt, sondern nur auf der Oberfläche verschmiert, was zu einem vorzeitigen Versagen der Beschichtung führt. Sichtbare Ablagerungen von Öl, Fett und Schmutz müssen vor der Strahlreinigung punktuell gereinigt werden. SP 1 ist eine Voraussetzung für die anderen SSPC-Normen
Die Normen spezifizieren zahlreiche Methoden zur Reinigung mit Lösungsmitteln. Die häufigste und uneffektivste Methode ist das Waschen mit Seife, Wasser und einem Lappen. Ein schmutziger Lappen verschmiert auch Fett und Öl. Wischen, Falten, Wiederholen und Ersetzen müssen häufig durchgeführt werden. Bei großen Oberflächen wird ein Druckwaschen mit Seifenwasser empfohlen, wobei Seifenreste die Haftung der Beschichtung beeinträchtigen und abgespült werden sollten.
Hier die Spezifikationen unter sspc.org.
Abbürsten
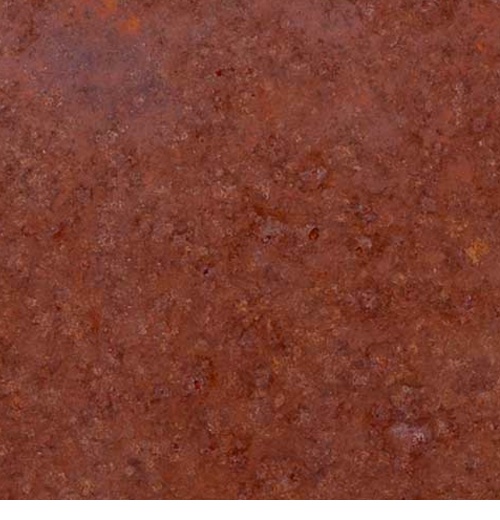
SP 7 / Nace #4 / Sa1
alias Leichte Strahlreinigung, Anstrahlen
Locker anhaftendes Material: 0%
Dicht anhaftendes Material: 100%
Flecken, Streifen, Schatten: 100%
Abbürsten dient zum Entfernen von losem Rost, Zunder und Beschichtungen und zum gleichmäßigen Aufrauen einer Oberfläche zur Vorbereitung auf eine neue Beschichtung. Dicht anhaftende Materialien dürfen verbleiben.
Abbürsten wird verwendet wenn die erwartete Lebensdauer der Beschichtung kurz ist, z. B. beim Antifouling des Schiffsrumpfs, oder in milden Umgebungen und in korrosionsfreien Betriebsumgebungen, z. B. beim Exterieur eines Tanks, auf dem Land.
Hier die Spezifikationen unter sspc.org.
Industrielle Strahlreinigung
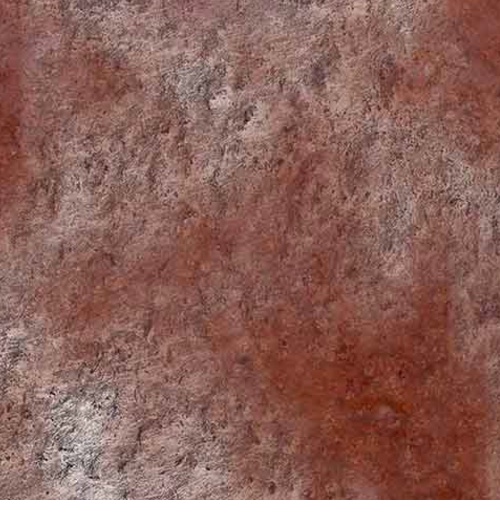
SP 14 / Nace #8
Locker haftendes Material: 0%
Dicht anhaftendes Material: 10%
Flecken, Streifen, Schatten: 100%
Industrielle Strahlreinigung schreibt vor, dass 90% der festhaftenden Materie entfernt werden muss. Schatten, Streifen und Flecken von Rost, Zunder und alten Beschichtungen sind auf 100% der Oberfläche zulässig.
Industriell ist für Bedingungen spezifiziert, bei denen die vorhandene Beschichtung dünn ist, gut haftet und mit neuer Beschichtung kompatibel ist. Es ist die neuste Norm für Strahlverfahren und nicht weiter spezifiziert. ISO hat keine entsprechende Spezifikation.
Hier die Spezifikationen unter sspc.org.
Kommerzielle Strahlreinigung
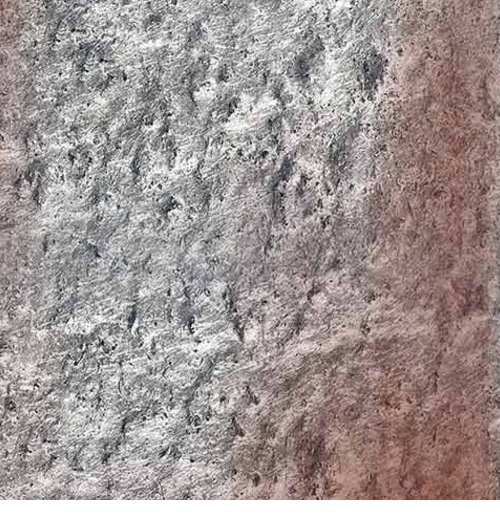
SP 6 / Nace #3 / Sa 2
alias Gründliche Strahlreinigung
Locker haftendes Material: 0%
Fest anhaftendes Material: 0%
Flecken, Streifen, Schatten: 33%
Kommerzielle Strahlreinigung schreibt vor, alle fest anhaftenden Substanzen entfernt werden müssen. Schatten, Streifen und Flecken können auf bis zu 33% der Oberfläche verbleiben.
Kommerziell wird angeordnet, wenn ein hoher, aber nicht perfekter Reinheitsgrad gewährleistet sein muss. Es ist üblich, Produkte neu zu lackieren, die in korrosionsfreien Umgebungen und Umgebungen wie Tanks und Brücken eingesetzt werden.
Hier die Spezifikationen unter sspc.org.

Nahezu-Weiß-Strahlreinigung
SP 10 / Nace #2 / Sa 2.5
alias Sehr Gründliche Strahlreinigung
Locker anhaftendes Material: 0%
Dicht anhaftendes Material: 0%
Flecken, Streifen, Schatten: SP 10 5 %, Sa 2 ½ 15 %
Nahezu-Weiß-Strahlreinigung gibt vor, dass Schatten, Streifen und Flecken auf 5% der Oberfläche begrenzt werden müssen. Nahezu-Weiß wird angeordnet, wenn die Vorteile von Weißmetall die zusätzlichen Kosten durch Strahlen nicht rechtfertigen.
Nahezu-Weiß ist in der Regel für Hochleistungsbeschichtungen auf Stahl vorgesehen, die rauen Umgebungsbedingungen ausgesetzt sind, z. B. Auftreffen von Chemikalien und Dämpfen, hoher Feuchtigkeit und Nähe zu Salzwasser. Es ist allgemein für Offshore-Plattformen, Werften und andere Meeresumgebungen spezifiziert.
Hier die Spezifikationen unter sspc.org.
Weißmetall-Strahlreinigung
SP 5 / Nace # 1 / Sa 3
alias Strahlmittel Für Sichtbar Sauberen Stahl
Locker anhaftendes Material: 0%
Dicht anhaftendes Material: 0%
Flecken, Streifen, Schatten: 0%
Weißmetall ist die höchste Stufe der Strahlreinigung. Es sind keine Schatten, Streifen oder Flecken zulässig. Bei Betrachtung ohne Vergrößerung muss die Oberfläche frei von allen sichtbaren Ölen, Fetten, Staub, Schmutz, Zunder, Rost, Beschichtungen, Oxiden, Korrosionsprodukten und anderen Fremdkörpern sein.
Weißmetall ist für Stahl bestimmt, der unter hohen Temperaturen, hohen Drücken und in korrosiven Umgebungen eingesetzt wird. Ebenso in Fällen, bei denen Beschichtungsversagen zu katastrophalen Folgen führen würde. So z.B. bei Kernreaktoren, Turbinen, chemische Tankauskleidungen, U-Booten usw.
Hier die Spezifikationen unter sspc.org.
Verwendung der Normen
ISO 8501 ist eine Bildnorm mit Referenzfotos zur Veranschaulichung wie jede Strahlspezifikation für eine Vielzahl von Rostgraden und Ausgangszustand aussieht. Sie kommt als A5-Format im festen Einband, womit direkt mit der Oberfläche verglichen werden kann. SSPC / NACE verkauft auch visuelle Anleitungen zum direkten Vergleich mit Oberflächen, jedoch sind die schriftlichen Beschreibungen der Standard. Das Beurteilen des prozentualen Anteils von Flecken ist eine ungenaue Kunst, die zur Entstehung von neuen Regelungen führt. Die Vorbereitung eines Arbeitsstandards ist eine bewährte Methode zur Vermeidung von Streitigkeiten:
- Einen Probebereich abstecken
- Bereiten Sie die Oberfläche gemäß Spezifikation vor
- Holen Sie sich das Einverständnis aller Beteiligten, dass die vorbereitete Probe normkonform ist
- Tragen Sie eine klare Beschichtung auf, um das Erscheinungsbild zu erhalten
Die Standards für die Oberflächenvorbereitung bilden die Grundlage für eine Servicevereinbarung zwischen Arbeitern, Auftragnehmern, Prüfern und Projektleitern. Die Kenntnis der Standards ist für jeden Strahlarbeiter wichtig und für zertifizierte Strahlarbeiter eine Notwendigkeit.
Die Spezifikationen enthalten detaillierte Methoden und Praktiken zur Vorbereitung von Oberflächen. Sie werden regelmäßig aktualisiert. Beziehen Sie sich daher bei Besprechungen der Projektstandards auf Namen, Datum, Editionsnummer und Ergänzung.
