Explication des normes de préparation de surface - SSPC/NACE & ISO 8501
Les deux normes dominantes en matière de nettoyage par sablage, ISO 8501 et les normes communes SSPC/NACE, sont difficiles à comparer. Tout en reconnaissant à peu près les mêmes niveaux de propreté, ils les classent de façon opposée, ce qui rend la situation plus confuse.
COMPRENDRE LES NORMES DE PRÉPARATION DE SURFACE SSPC/NACE ET ISO 8501
Les deux normes dominantes en matière de nettoyage par sablage, ISO 8501 et les normes communes SSPC/NACE, sont difficiles à comparer. Tout en reconnaissant à peu près les mêmes niveaux de propreté, ils les classent de façon opposée, ce qui rend la situation plus confuse.
ISO 8501
La norme ISO 8501 a été publiée par l'Organisation internationale de normalisation en 1988, après avoir combiné le contenu de la norme suédoise SIS 055900 de 1967 avec la norme allemande DIN 55928. ISO 8501 est une norme picturale qui montre l'apparence de différents degrés de rouille à différents niveaux de propreté, bien qu'elle contienne aussi des textes qui décrivent les niveaux de propreté. La norme ISO 8501 classe les niveaux de propreté par ordre croissant de travail requis.
Sa 1 Nettoyage par sablage léger
Sa 2 Nettoyage par sablage en profondeur
Sa 3 Nettoyage par sablage pour rendre l'acier visuellement propre
SSPC / NACE
En Amérique du Nord, la norme d’origine de préparation de surface a été élaborée par un groupe d'architectes dans les années 1960 pour les ouvriers de la sidérurgie de Pittsburgh. La Society for Steel Painting Structures (Société pour les structures de peinture de l'acier) a été établie autour des normes. Les normes de la SSPC sont des descriptions, textuelles non illustrées, bien qu'elles soient accompagnées de guides visuels (VIS) dotées de références photographiques. SSPC/NACE indique leur numéros dans l'ordre inverse, en augmentant la propreté de la surface.
SP 5 Métal blanc
SP 6 Commercial
SP 7 Balayer
Cela restait assez simple tant que l'industrie n’exigeait pas de nouvelle spécification pour un niveau de propreté pouvant réduire les coûts en remplaçant le sablage « Métal Blanc » dans les situations où le « quasi blanc » était suffisant. L'organisme ISO l'a adapté dans son ordre établi comme Sa 2 1/2, Nettoyage en profondeur par sablage, mais la SSPC s’est écartée de l'ordre, l'ajoutant chronologiquement comme SP 10 Quasi-blanc. Les deux versions n'étaient pas équivalentes : La version Sa 2.5 a autorisé que les teintures, les stries et les ombres dues à la rouille, au tartre et aux revêtements restent visibles jusqu'à 15 %* de la surface, alors que la disposition SP 10 n’autorisait qu’à hauteur de 5 %.
En 2000, la SSPC et la NACE ont publié des normes communes en prévision d'une fusion entre les deux organisations, dont les appartenances coïncidaient en grande partie. La fusion a échoué, mais le nouvel ordre de la NACE, qui a fait correspondre les numéros 1, 2, 3 et 4 de la NACE aux numéros SP SSPC 5, 6, 10 et 7 a perduré.
Cela a permis de clarifier les choses jusqu'en 2006, lorsque la SSPC/NACE a introduit le Nettoyage par sablage industriel, une nouvelle spécification entre balayage et usage commercial, et l'a classée chronologiquement comme SSPC SP 14 / NACE No.8. L'ISO a refusé d'intégrer la nouvelle spécification dans son système sous la forme Sa 1.5.
Malgré ces divergences, les niveaux de propreté sont en général considérés comme compatibles. Ils correspondent aux mêmes niveaux admissibles de teinture et de rouille, d'écailles de laminage et de revêtements, et ils se résument par un tableau :
*Superficie estimée. La norme ISO 8501-1 est une référence visuelle et ne précise pas clairement les pourcentages.
Consulter un spécialiste
Cela restait assez simple tant que l'industrie n’exigeait pas de nouvelle spécification pour un niveau de propreté pouvant réduire les coûts en remplaçant le sablage « Métal Blanc » dans les situations où le « quasi blanc » était suffisant. L'organisme ISO l'a adapté dans son ordre établi comme Sa 2 1/2, Nettoyage en profondeur par sablage, mais la SSPC s’est écartée de l'ordre, l'ajoutant chronologiquement comme SP 10 Quasi-blanc. Les deux versions n'étaient pas équivalentes : La version Sa 2.5 a autorisé que les teintures, les stries et les ombres dues à la rouille, au tartre et aux revêtements restent visibles jusqu'à 15 %* de la surface, alors que la disposition SP 10 n’autorisait qu’à hauteur de 5 %.
En 2000, la SSPC et la NACE ont publié des normes communes en prévision d'une fusion entre les deux organisations, dont les appartenances coïncidaient en grande partie. La fusion a échoué, mais le nouvel ordre de la NACE, qui a fait correspondre les numéros 1, 2, 3 et 4 de la NACE aux numéros SP SSPC 5, 6, 10 et 7 a perduré.
Cela a permis de clarifier les choses jusqu'en 2006, lorsque la SSPC/NACE a introduit le Nettoyage par sablage industriel, une nouvelle spécification entre balayage et usage commercial, et l'a classée chronologiquement comme SSPC SP 14 / NACE No.8. L'ISO a refusé d'intégrer la nouvelle spécification dans son système sous la forme Sa 1.5.
Malgré ces divergences, les niveaux de propreté sont en général considérés comme compatibles. Ils correspondent aux mêmes niveaux admissibles de teinture et de rouille, d'écailles de laminage et de revêtements, et ils se résument par un tableau :
*Superficie estimée. La norme ISO 8501-1 est une référence visuelle et ne précise pas clairement les pourcentages.
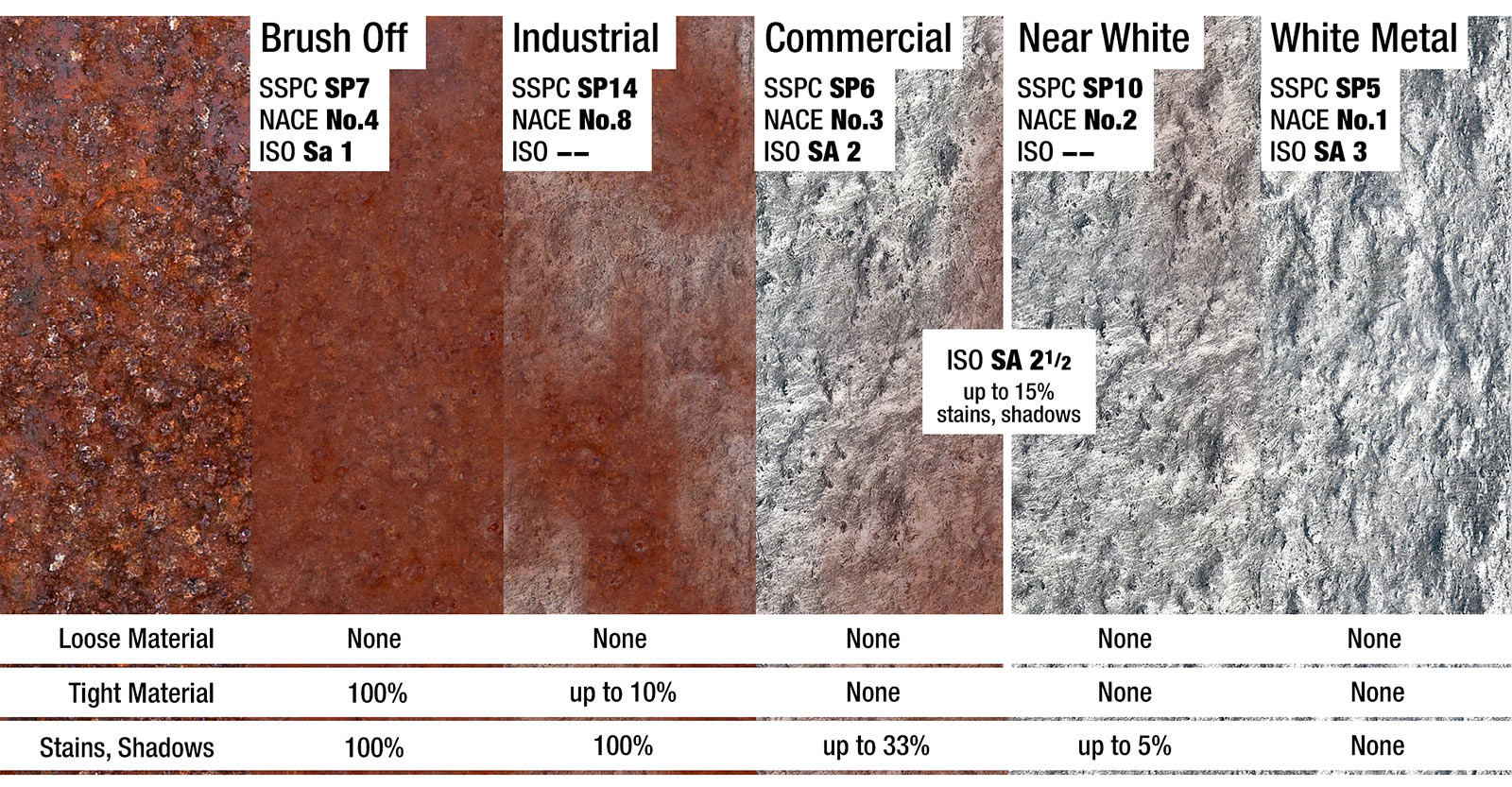
Les spécifications mentionnent précisément les teintures, les stries et les ombres, mais elle sont pratiquement les mêmes : un résidu dont la couleur est différente mais l'épaisseur est indiscernable. Un matériau qui adhère désigne tout ce qui ne s'enlève pas avec un couteau à mastic émoussé.
Pourquoi des normes de préparation de surface ?
Les normes de préparation de surface permettent de maximiser la durée de vie des revêtements et de minimiser les coûts.
Étant donné que la préparation de surface représente 40 % du coût de travaux de peinture, les propriétaires d'installations essaient de limiter les matériaux et les heures passées au sablage. Le sablage « Métal Blanc » est coûteux à atteindre, en particulier pour les tâches de maintenance, et est habituellement réservé aux applications critiques où le coût de la défaillance est catastrophique. Un quasi blanc est assez bon pour un entretien dans les environnements les plus sévères. Le Commercial est moins cher et convient aux atmosphères non corrosives et aux environnements d’entretien. Le balayage permettra au propriétaire d'économiser le plus d'argent à court terme, s'il peut s'en tirer à bon compte.
Lors du choix d'un revêtement, le propriétaire évalue les coûts de sablage et de peinture par rapport au risque d'une défaillance prématurée du revêtement. Si le pire scénario est d’avoir une nouvelle peinture après 5 ans au lieu de 7, il pourrait faire des économies en passant du Commercial au Balayage Lorsqu'une défaillance précoce du revêtement peut causer le déversement de cinq millions de gallons de produits chimiques corrosifs, dangereux et coûteux, il optera pour Le sablage « Métal Blanc » et un revêtement à haute performance.
Normes de préparation de surface

Nettoyage au solvant
SP 1 / ISO 8504
Matériau peu adhérent : 100 %
Matériau qui adhère bien : 100 %
Teintures, stries, ombres : 100 %
Le sablage n'enlève pas l'huile et la graisse - il se contente de les étaler sur la surface, provoquant ainsi une défaillance prématurée des revêtements. Les dépôts visibles d'huile, de graisse et de saleté sont à laver en profondeur avant le nettoyage par sablage SP 1 est une condition préalable aux autres spécifications de sablage SSPC.
Les normes spécifient de nombreuses méthodes de nettoyage aux solvants. La méthode la plus courante - et la moins efficace - est le lavage avec du savon, de l'eau et un chiffon. Un chiffon sale peut également répandre de la graisse et de l’huile : il faut prendre soin d'essuyer, plier, répéter et remplacer souvent. Pour les grandes surfaces, il est recommandé de procéder à un lavage sous pression à l'eau savonneuse, bien que les résidus de savon empêchent l'adhérence du revêtement et doivent être éliminés par rinçage.
Les spécifications complètes se trouvent sur sspc.org.
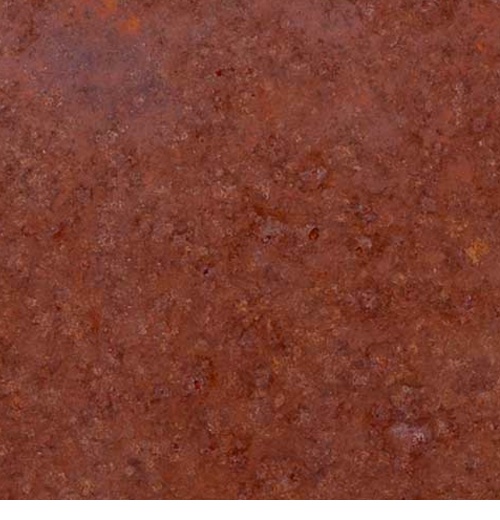
Balayage
SP 7 / Nace #4 / Sa 1
alias Nettoyage au sablage léger, sablage par coup de balai
Matériau peu adhérent : 0 %
Matériau qui adhère bien : 100 %
Teintures, stries, ombres : 100 %
Le balayage est spécifié pour enlever la rouille, le tartre de l'usine et les revêtements, et pour rendre la surface rugueuse de façon uniforme en préparant une nouvelle couche. Les matériaux qui adhèrent parfaitement sont autorisés à rester.
L'élimination par balayage est indiquée en cas de courte durée de vie prévisible du revêtement, comme l'antisalissure de la coque du navire, ou dans des atmosphères douces et des environnements d’entretien non corrosif, comme l'extérieur du réservoir, dans une localité rurale.
Les spécifications complètes se trouvent sur sspc.org.
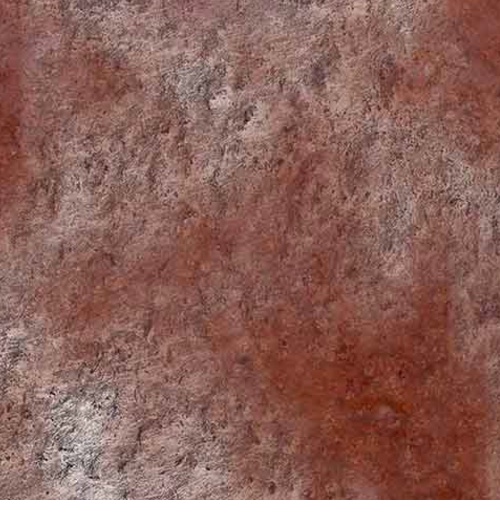
Nettoyage par sablage industriel
SP 14 / Nace #8
Matériau peu adhérent : 0 %
Matériau qui adhère bien : 10 %
Teintures, stries, ombres : 100 %
Le Nettoyage par sablage industriel précise que 90 % de la matière qui adhère bien doit être éliminée. Les ombres, les traces et les teintures de rouille, de tartre et les vieux revêtements sont autorisés sur 100 % de la surface.
L’usage industriel est indiqué pour les situations où il s'agit d'une dilution du revêtement existant, qui est bien adhérent et compatible avec un nouveau revêtement. Il s'agit de la norme la plus récente en matière de sablage et elle n'est pas largement indiquée. L'ISO n'a pas de spécification correspondante.
Les spécifications complètes se trouvent sur sspc.org.
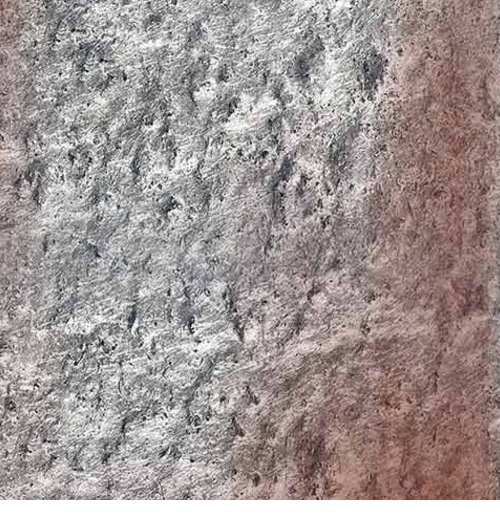
Nettoyage au sablage commercial
SP 6 / Nace #3 / Sa 2
Sa 2 Nettoyage par sablage en profondeur
Matériau peu adhérent : 0 %
Matériau qui adhère bien : 0 %
Teintures, stries, ombres : 33 %
Le Nettoyage par sablage commercial spécifie que toutes les matières qui adhèrent étroitement doivent disparaître. Les ombres, les stries et les teintures peuvent couvrir jusqu'à 33 % de la surface.
L'usage commercial est indiqué lorsqu'un degré de propreté élevé, mais non parfait, est garanti. Il est courant de repeindre des produits qui servent dans des environnements et des atmosphères non corrosifs, comme les réservoirs et les ponts.
Les spécifications complètes se trouvent sur sspc.org.

Nettoyage par sablage quasi blanc
SP 10 / Nace #2 / Sa 2.5
alias Nettoyage par sablage en profondeur.
Matériau peu adhérent : 0 %
Matériau qui adhère bien : 0 %
Teintures, stries, ombres : SP 10 5 %, Sa 2 ½ 15 %
Le Nettoyage par sablage quasi blanc précise que les ombres, les stries et les teintures doivent être limitées à 5 % de la zone de surface. Le sablage Quasi-blanc est spécifié lorsque l'avantage supplémentaire du sablage au Métal Blanc ne justifie pas la dépense supplémentaire.
Le sablage quasi-blanc est typiquement indiqué pour les revêtements de haute performance sur l'acier exposé à des conditions environnementales sévères, telles que des déversements et des fumées chimiques, une humidité élevée et une proximité à l’eau salée. Il est généralement spécifié pour les plates-formes offshore, les chantiers navals et autres environnements marins.
Les spécifications complètes se trouvent sur sspc.org.
Nettoyage par sablage au métal blanc
SP 5 / Nace #1 / Sa 3
alias Nettoyage au sablage pour nettoyer visiblement l'acier
Matériau peu adhérent : 0 %
Matériau qui adhère bien : 0 %
Teintures, stries, ombres : 0 %
Le sablage « Métal Blanc » est le meilleur niveau de nettoyage par sablage. Aucune ombre, rayure ou teinture n'est permise. En l'absence de grossissement, la surface doit être exempte d'huile, de graisse, de poussière, de saleté, de tartre, de rouille, de revêtement, d'oxydes, de produits de corrosion et autres corps étrangers visibles.
Le sablage « Métal Blanc » est utilisé pour l'acier utilisé à haute température, à haute pression et dans des environnements corrosifs, et dans les cas où les conséquences catastrophiques d'une défaillance du revêtement justifient les dépenses supplémentaires, comme les réacteurs nucléaires, les turbines, les réservoirs chimiques doublés, les sous-marins, etc.
Les spécifications complètes se trouvent sur sspc.org.
Utilisation des normes
La norme ISO 8501 est une norme picturale contenant des photographies de référence qui illustrent à quoi ressemble chaque spécification de sablage sur une variété de nuances de rouilles et de conditions initiales. Elle se présente sous la forme d'une couverture rigide au format A5 qui peut être comparée directement à la surface. La SSPC/NACE propose également des guides visuels pour la comparaison directe avec les surfaces, mais les descriptions écrites sont la norme. Mesurer les pourcentages de teintures est un art imprécis qui provoque souvent l’utilisation des règles. La préparation de la norme d'une tâche est très utile pour éviter les différends :
- Préparer une zone d'échantillonnage
- Préparer la surface selon les spécifications
- Obtenir l'accord des parties prenantes pour faire correspondre l'échantillon avec les spécifications.
- Appliquer un enduit lustré pour préserver l'apparence.
Les normes de préparation de surface constituent la base d'une entente sur le niveau d’entretien entre les sableurs professionnels, entrepreneurs, inspecteurs et propriétaires de projets. Connaître les normes est important pour tout sableur professionnel et une nécessité pour les sableurs certifiés.
Les spécifications contiennent des méthodes et des pratiques détaillées pour la préparation des surfaces. Elles sont fréquemment mises à jour ; il faut donc s'y référer par nom, date, numéro d'édition et supplément lorsqu'on discute des normes du projet.