Rilevare e identificare i difetti dell’acciaio durante la preparazione della superficie
Durante l’indurimento i rivestimenti si assottigliano comportando un basso spessore del film su bordi vivi e saldature e ciò costituisce una causa classica di danno dei rivestimenti.
Normalmente, la riparazione dei difetti non fa parte del lavoro di chi esegue la sabbiatura, ma quando si ha l’incarico di preparare la superficie è fondamentale che il rivestimento aderisca in modo adeguato, e i difetti della superficie possono impedire che ciò avvenga. Chi esegue la granigliatura abrasiva è la sola persona che osserva ogni centimetro della superficie metallica, rappresentando così l’ultima linea di difesa nella ricerca dei difetti.
Cercare e identificare i difetti non è solo importante ma è anche ben gradito. Fornire questo servizio aggiuntivo è un modo per fare una buona impressione e distinguersi dalla concorrenza. Prima però è necessario conoscere cosa cercare.
Tre tipi di difetti della superficie d’acciaio
La ISO 8501-3, “Preparazione dei substrati d’acciaio prima di applicare vernici e relativi prodotti”, classifica i difetti in tre categorie:
• Saldature
• Bordi
• Superfici d’acciaio in generale
Quando si cercano dei difetti, prestare attenzione ai punti di saldatura, a tagli, fori e incisioni. Passare una mano con il guanto sulle aree interessate, cercando i punti in cui sono presenti delle sporgenze. Alcune sporgenze, come gli schizzi di saldatura, possono essere sabbiati. Le altre richiederanno la levigatura.
Se ci si trova a dover levigare una sporgenza con utensili elettrici, è importante evitare di lasciare qualsiasi irregolarità, bava o brunitura della superficie. Durante la levigatura dei difetti è inoltre importante prestare attenzione a non ridurre la massa del substrato a uno spessore inferiore al metallo circostante o a non levigare in modo da creare calore eccessivo, in entrambi i casi l’acciaio si indebolirà. Inoltre, i difetti levigati devono essere ispezionati successivamente con un guanto per assicurare di non avere creato ulteriori sporgenze durante il processo.
Conoscendo quali tipi di difetti cercare, vediamo quali sono i diversi gradi di preparazione della superficie.
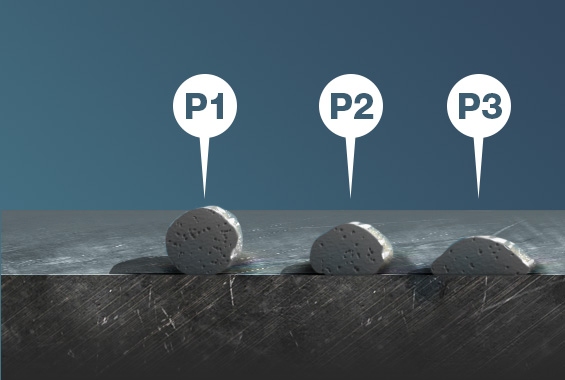
Classificazione
Ci sono tre classi di superfici d’acciaio interessate da imperfezioni visibili definite dall’ISO 8501-3:
P1 Preparazione leggera: prima di applicare la vernice non è necessaria alcuna preparazione oppure è necessaria solo una preparazione minima;
P2 Preparazione accurata: vengono risolte gran parte delle imperfezioni;
P3 Preparazione molto accurata: la superficie è priva di imperfezioni visibili significative.
Quando si decide il grado di preparazione, assicurarsi di preparare la superficie secondo le specifiche, considerando soprattutto che una costruzione può richiedere diversi gradi di preparazione, ad esempio: P1 sul lato interno e P3 sulla parete esterna.
Al fine di risparmiare tempo e lavoro, prima di iniziare è bene ottenere il consenso delle parti coinvolte sui gradi di preparazione e sulle imperfezioni visibili.
Informazioni su imperfezioni, difetti e gradi di preparazione
Contattate un esperto
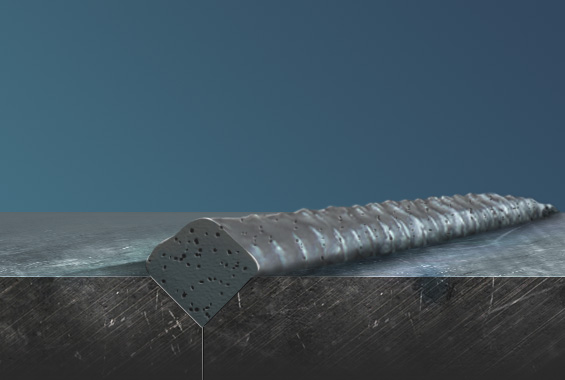
Schizzi di saldatura
Durante il trasferimento del filo di saldatura c’è un disturbo nel bagno di fusione. Questo disturbo, causato solitamente dalla tensione troppo bassa o dall’amperaggio troppo alto, comporta che la materia saldata si scagli sulla superficie dell’acciaio.
Gradi di preparazione
P1 - Eliminazione di tutti gli schizzi di saldatura distaccati (a)
P2 - Eliminazione di tutti gli schizzi di saldatura distaccati e leggermente adesi (a+b)
P3 - La superficie deve essere priva di tutti gli schizzi di saldatura. (a + b + c)
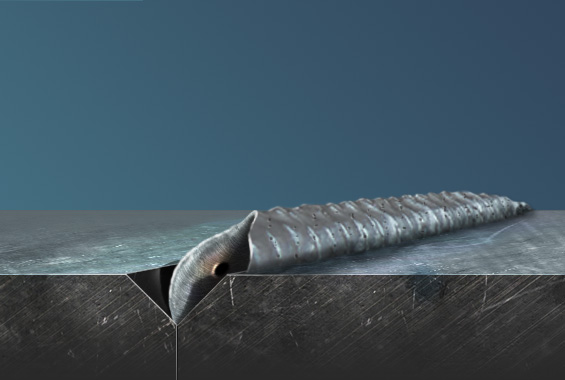
Increspatura della saldatura/del profilo
Le oscillazioni della superficie nel bagno di fusione si solidificano con increspature lungo il profilo.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - La superficie deve essere levigata per rimuovere i profili irregolari e appuntiti.
P3 - La superficie deve essere completamente levigata, ad esempio per renderla liscia
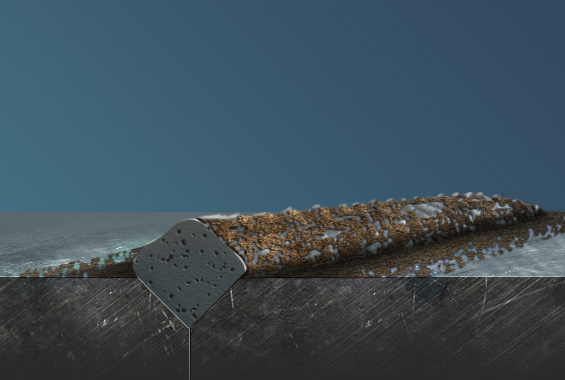
Residui di saldatura
Il processo di deossidazione tra il rivestimento di flusso, l’aria e la superficie; il risultato di tale processo è un residuo intorno al cordone di saldatura.
Gradi di preparazione
P1 - La superficie deve essere priva di residui di saldatura
P2 - La superficie deve essere priva di residui di saldatura
P3 - La superficie deve essere priva di residui di saldatura
Scanalatura
Un difetto di saldatura; un’incisione o un cratere vicino alla punta del cordone di saldatura che produce un legame debole incline alla rottura.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - La superficie deve essere priva di scanalature nette o profonde
P3 - La superficie deve essere priva di scanalature nette o profonde
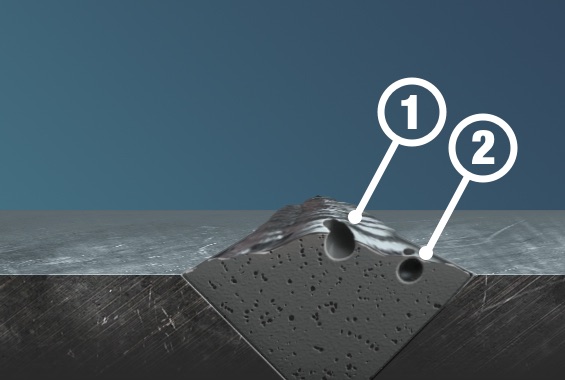
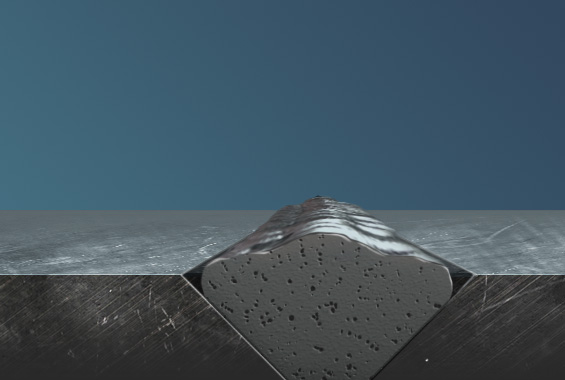
Porosità della saldatura
La porosità della saldatura è un difetto di saldatura comune. Quando la torcia viene applicata su un materiale trattato, i gas vengono rilasciati e assorbiti nel metallo fuso. Con il raffreddamento del metallo, i gas vengono rilasciati dal metallo, formando dei pori.
Gradi di preparazione
1 - Visibile
2 - Invisibile (potrebbe aprirsi dopo la pulizia con sabbiatura abrasiva)
P1- Nessuna preparazione
P2 - I pori della superficie devono essere sufficientemente aperti per permettere la penetrazione della vernice
P3 - La superficie deve essere priva di pori visibili
Cratere finale di saldatura
Tecnica errata di saldatura; questo difetto si verifica quando l’arco viene interrotto, producendo un cratere.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - I crateri finali devono essere privi di bordi vivi
P3 - La superficie deve essere priva di crateri finali visibili
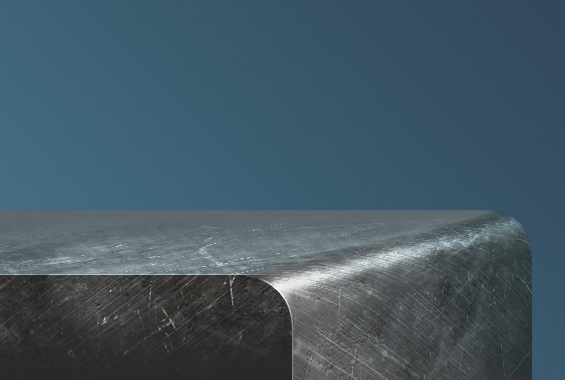
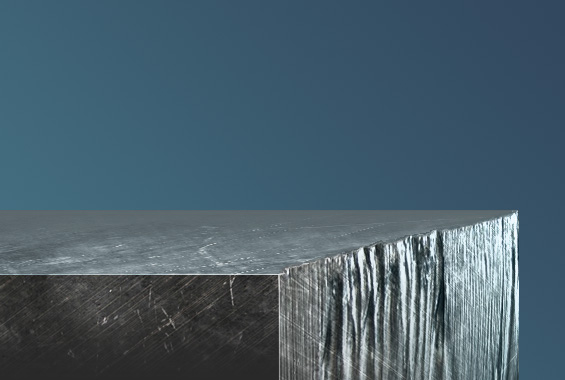
Bordi arrotondati
Quando si crea un bordo passando da una superficie piana a un’altra superficie piana con un andamento graduale curvilineo.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - Nessuna preparazione
P3 - I bordi devono essere tondi con un raggio non inferiore ai 2 mm
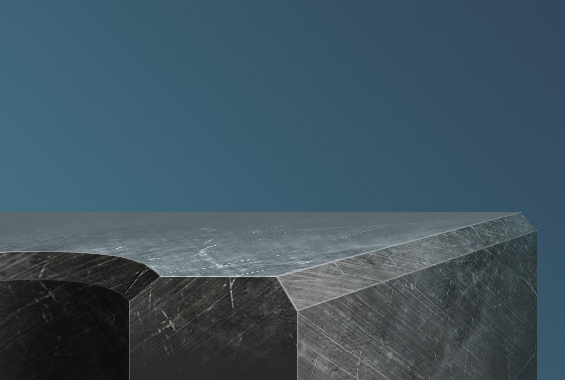
Bordi: Forare, tagliare, segare
Le transizioni dei bordi creati con strumenti per forare, tagliare e segare durante la costruzione.
Gradi di preparazione
P1 - Nessuna area del bordo deve essere affilata; il bordo deve essere privo di alette
P2 - Nessuna area del bordo deve essere affilata; il bordo deve essere privo di alette
P3 - I bordi devono essere arrotondati con un raggio non inferiore a 2 mm
Bordi tagliati termicamente
Quando si utilizza un processo di taglio dell’acciaio al plasma, a ossigeno combustibile, o con un altro tipo di processo termico.
Gradi di preparazione
P1 - La superficie deve essere priva di residui e di scorie liberi
P2 - Nessuna parte del bordo deve avere un profilo irregolare
P3 - La superficie di taglio deve essere rimossa e i bordi devono essere arrotondati
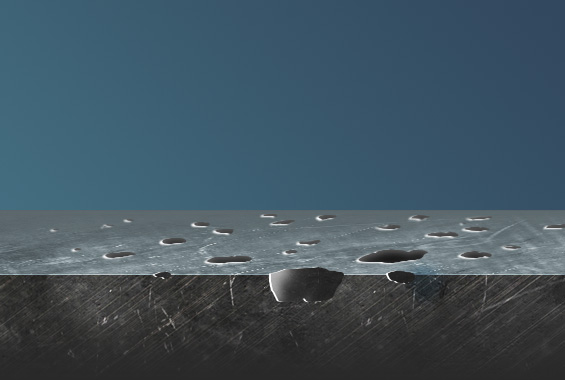
Buchi e crateri
Quando la corrosione, di tipo estremamente localizzata, produce piccole perforazioni del substrato dell’acciaio.
Gradi di preparazione
P1 - I buchi e i crateri devono essere sufficientemente aperti per consentire la penetrazione della vernice
P2 - I buchi e i crateri devono essere sufficientemente aperti per consentire la penetrazione della vernice
P3 - La superficie deve essere priva di buchi e crateri
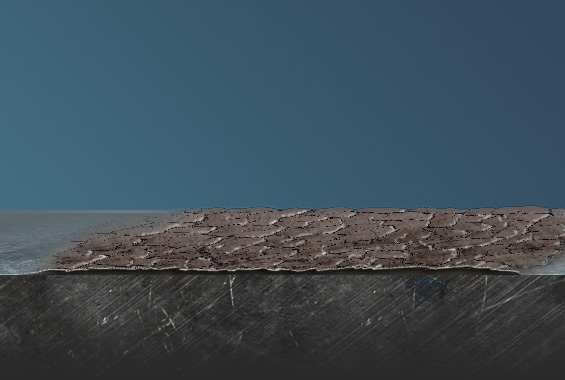
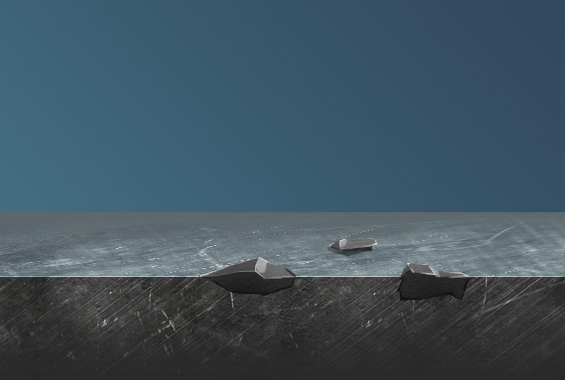
Sgranature/frammenti/protrusioni
Uno strato di corrosione dell’acciaio che causa la separazione e il sollevamento della superficie corrosa, lasciando una trama a guscio, friabile e intrecciata.
Gradi di preparazione
P1 - La superficie deve essere priva di materiale sollevato
P2 - La superficie deve essere priva di sgranature visibili
P3 - La superficie deve essere priva di sgranature visibili
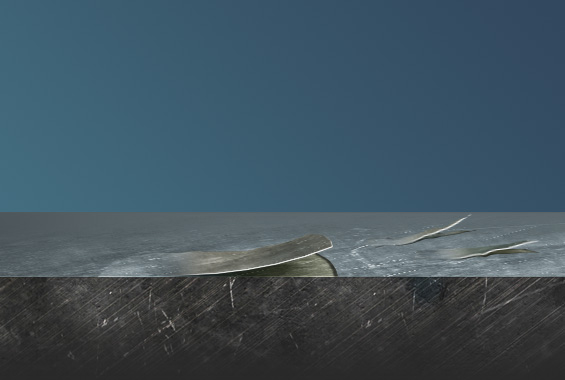
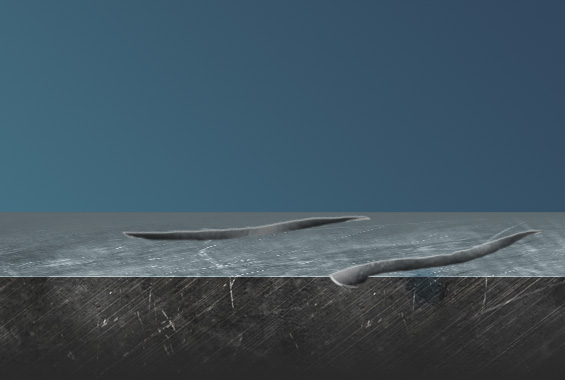
Rilievi/Laminazioni da taglio
Un difetto di fabbricazione che consiste in tagli della superficie che causano sottili protrusioni.
Gradi di preparazione
P1 - La superficie deve essere priva di materiale sollevato
P2 - La superficie deve essere priva di rilievi/laminazioni da taglio visibili
P3 - La superficie deve essere priva di rilievi/laminazioni da taglio visibili
Penetrazione di materiale estraneo
Un difetto che si verifica durante il processo di fabbricazione durante il quale un materiale estraneo viene raccolto da un rullo meccanico incastrandolo nella superficie d’acciaio.
Gradi di preparazione
P1 - La superficie non deve contenere materiale estraneo
P2 - La superficie non deve contenere materiale estraneo
P3 - La superficie non deve contenere materiale estraneo
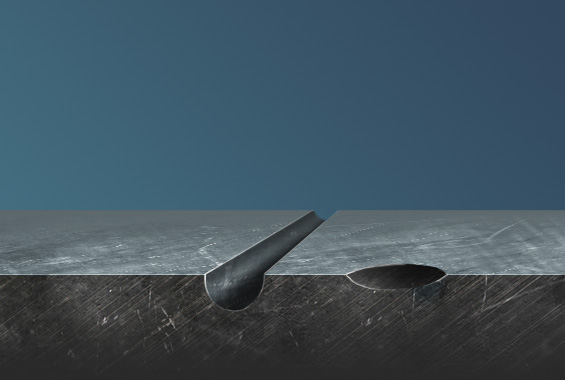
Scanalature e intagli
Una cavità o un’apertura irregolare in una superficie d’acciaio, normalmente causata da un errato trattamento.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - Il raggio delle scanalature e degli intagli non deve essere inferiore a 2 mm
P3 - La superficie deve essere priva di scanalature e il raggio degli intagli deve essere maggiore di
Dentellature e segni di rullo
Un solco o una cavità profonda nel substrato dell’acciaio, normalmente causato da una manipolazione meccanica.
Gradi di preparazione
P1 - Nessuna preparazione
P2 - Le dentellature e i segni di rullo devono essere levigati
P3 - La superficie deve essere priva di dentellature e segni di rullo
Aspetti chiave da ricordare
I difetti di superficie devono essere identificati durante l’ispezione, con un programma di rimozione discusso prima dell’inizio del lavoro. Comunque, se nel corso della sabbiatura si rilevano difetti di superficie che sembrano problematici, comunicare i difetti al responsabile di progetto prima di iniziare il lavoro.
Articoli correlati
Utilizzo della pulizia con sabbiatura per i comuni
I dipartimenti dei lavori pubblici stanno utilizzando l’idrosabbiatura / la granigliatura abrasiva a nebulizzazione d’acqua per pulire graffiti, restaurare monumenti segnati dalle intemperie e perfino per rimuovere segnaletica tenace dalla carreggiata.
Spiegazione degli standard di preparazione della superficie - SSPC/NACE & ISO 8501
Comprendere gli standard ISO 8501 e SSPC/NACE di preparazione della superficie per la pulizia con sabbiatura.
Riducete i tempi di fermo delle imbarcazioni con EcoQuip2
La sabbiatura a nebulizzazione d’acqua è il metodo di rimozione dei rivestimenti più efficiente ed ecologico per le superfici di imbarcazioni e yacht.