Yüzey Hazırlama Sırasında Çelikteki Kusurları Tespit Etme ve Tanımlama
Kaplamalar kürlendikçe büzüşür ve bu da kaplama bozukluklarının klasik bir nedeni olan keskin kenar ve kaynaklarda düşük film kalınlığı ile sonuçlanır.
Kusurların tamir edilmesi normalde aşındırıcı kumlama makinesini kullanan kişinin iş tanımında yer almaz, ancak size yüzey hazırlama görevi verildiğinde kaplamanın uygun bir biçimde yapışması zorunludur ve yüzey kusurları bunu önleyebilir. Aşındırıcı kumlama makinesinin operatörü, iş üzerinde çelik yüzeyin her bir santimetre karesine bakan tek kişidir ve bu da onu, kusurları bulma konusunda son savunma hattı yapar.
Kusur bulmak ve bildirmek yalnızca önemli değildir aynı zamanda da beklenen bir uygulamadır. Bu ek hizmeti sunmak iyi bir izlenim bırakmanın ve rakiplerin arasında göze çarpmanın iyi bir yoludur. Ancak öncelikle neye bakmanız gerektiğini bilmelisiniz.
Üç Çelik Yüzey Kusuru Türü
ISO 8501-3, “Boya ve İlgili Ürünler Uygulanmadan Önce Çelik Yüzeylerin Hazırlanması” belgesi kusurları üç kategoriye ayırmaktadır:
• Kaynaklar
• Kenarlar
• Genel olarak çelik yüzeyler
Kusurları muayene ederken kaynak bağlantılarına, kesik, delik ve kertiklere özel dikkat sarf edin. Çıkıntıları belirlemek için eldiven giydiğiniz elinizi sorunlu alanların üzerinde gezdirerek takıldığı yerleri arayın. Kaynak çapağı gibi bazı çıkıntılar aşındırıcı püskürtme ile giderilebilir. Diğerleri taşlama gerektirir.
Kendinizi bir çıkıntıyı elektrikli aletlerle taşlamanızın istendiği bir durumda bulursanız, yüzeyde pürüz veya çapak bırakmamanız önemlidir. Ayrıca, taşlama kusurlarının yüzeyin kütlesini çevreleyen metalden daha aza indirmediği veya taşlamanın aşırı ısı ürettiği durumlara dikkat etmek de önemlidir; her iki durum da çeliği zayıflatır. Ayrıca, işlem sonucunda daha fazla keskin kenar oluşturulmadığından emin olmak için taşlanan kusurlar, eldiven testi uygulanarak muayene edilmelidir.
Hangi tür kusurlara bakılması gerektiğini öğrendiğimize göre, şimdi de farklı yüzey hazırlama derecelerini ele alalım.
Derecenin Hazırlanması
ISO 8501-3: uyarınca gözle görünür kusurlar ile ilgili olarak çelik yüzeyler için üç derece vardır:
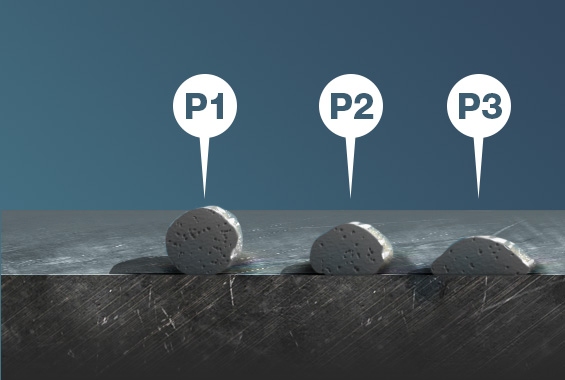
P1 Hafif Hazırlama: boya uygulanmadan önce hazırlık yapılmasına gerek yoktur veya yalnızca minimum hazırlık yapılmalıdır;
P2 Kapsamlı Hazırlama: çoğu kusur giderilebilir;
P3 Çok Kapsamlı Hazırlama: yüzeyde gözle görünür önemli kusur bulunmaz.
Hazırlama derecesine karar verirken özellikle de tek bir fabrikasyonun farklı hazırlama dereceleri gerektirebileceğini göz önünde tutarak yüzeyi teknik özelliklere uygun olarak hazırladığınızdan emin olun; örneğin: İç duvarda P1 ve dış duvarda P3.
İşe başlamadan önce ilgili tüm taraflar arasında hazırlama dereceleri ve gözle görülebilir belli kusurlar konusunda bir fikir birliği oluşturmak zaman ve çaba tasarrufu sağlayabilir.
Kusurlar, Hatalar ve Hazırlama Dereceleri
Bir uzmanla iletişime geçin
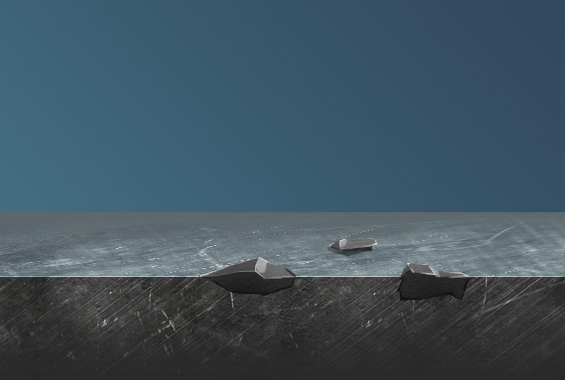
Kaynak Sıçraması
Telin kaynağa transferi sırasında eriyik kaynak havuzunda bir karışıklık olur. Genellikle voltajın çok düşük veya amperajın çok yüksek olmasından kaynaklanan bu karışıklık, kaynak maddesinin çelik yüzeye sıçrayarak patlamasına neden olur.
Hazırlama Dereceleri
P1 - Tüm gevşek kaynak sıçraması giderilmiş (a)
P2 - Tüm gevşek ve hafifçe yapışan kaynak sıçraması giderilmiş (a+b)
P3 - Yüzeyde hiç kaynak sıçraması kalmamalıdır. (a + b + c)
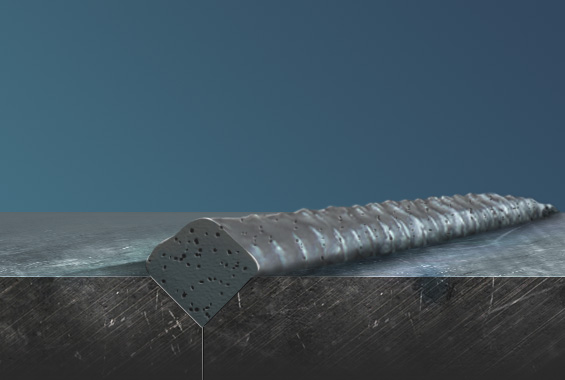
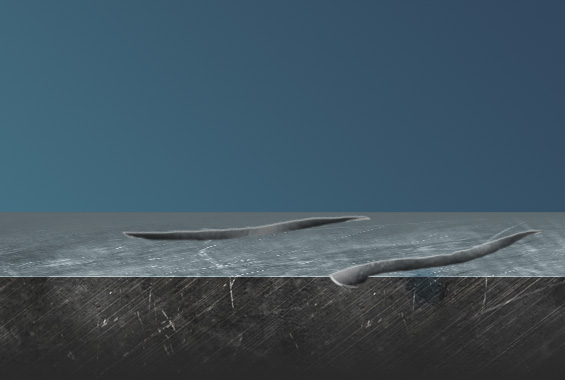
Kaynak Dalgacığı/Profili
Kaynak havuzundaki yüzey osilasyonları boncuk profili uzunluğu boyunca bir dalgacık olarak katılaşır.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Yüzey, düzensiz ve keskin kenarlı profilleri gidermek için düzeltilir
P3 - Yüzey tamamen düzeltilir, başka bir deyişle düzdür
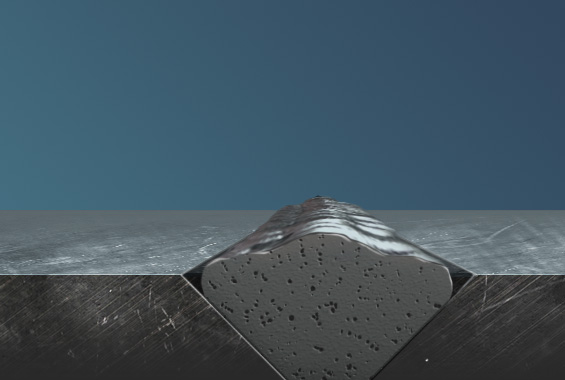
Erimiş Kaynak Parçacığı
Eritmeli kaplama, hava ve yüzey arasındaki deoksidasyon süreci; bunun sonucu kaynak boncuğunun üstünde ve etrafında kalıntı birikmesidir.
Hazırlama Dereceleri
P1 - Yüzeyde erimiş kaynak parçacığı olmayacaktır
P2 - Yüzeyde erimiş kaynak parçacığı olmayacaktır
P3 - Yüzeyde erimiş kaynak parçacığı olmayacaktır
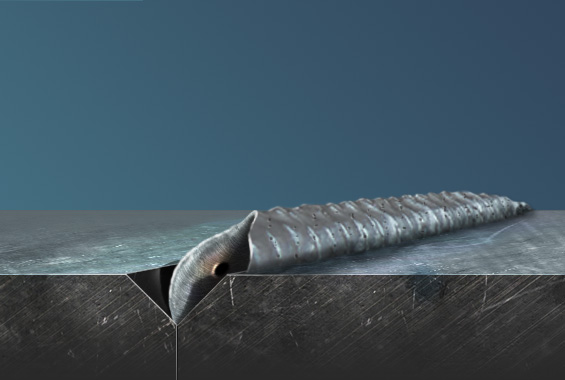
Alttan Oyulma
Bir kaynak kusuru; kaynak boncuğunun ucunun yanında zayıf bir bağlantıya neden olan ve kırılmaya açık olan bir oyuk veya krater.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Yüzeyde keskin veya derin alttan oyulma olmayacaktır
P3 - Yüzeyde keskin veya derin alttan oyulma olmayacaktır
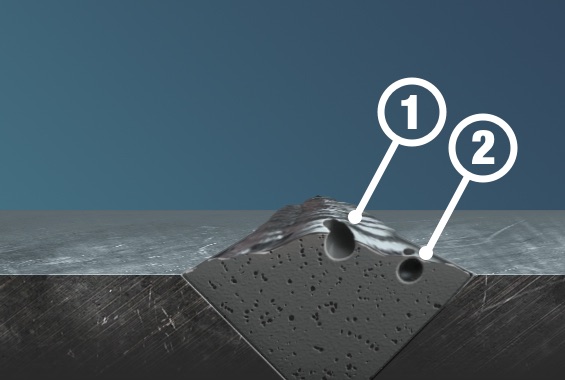
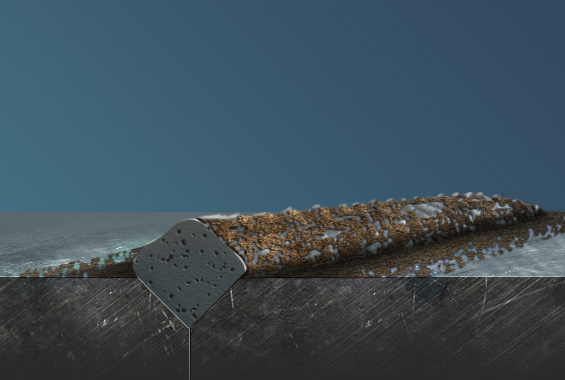
Kaynak Gözenekliliği
Kaynak Gözenekliliği yaygın bir kaynak kusurudur. İşlenen metale şaloma uygulandığında gazlar açığa çıkar ve eriyik metale emilir. Metal soğurken, gazlar metalden açığa çıkarak gözenekleri oluşturur.
Hazırlama Dereceleri
1 - Gözle Görünür
2 - Gözle Görünmez (aşındırıcı püskürtme ile temizlikten sonra açılabilir)
P1 - Hazırlama Yok
P2 - Yüzey gözenekleri boyanın nüfuz etmesine izin verecek ölçüde açık olacaktır
P3 - Yüzeyde gözle görünür gözenek olmayacaktır
Kaynak Ucu Krateri
Yanlış kaynak tekniği: bu kusur, arkın kırılarak bir krater oluşturmasıyla meydana gelir.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Uç kraterlerinde keskin kenar bulunmayacaktır
P3 - Yüzeyde gözle görünür uç krateri olmayacaktır
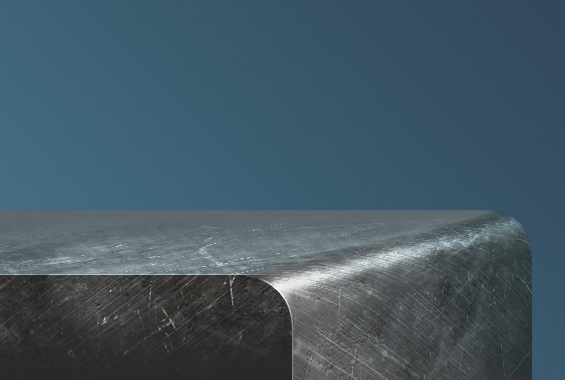
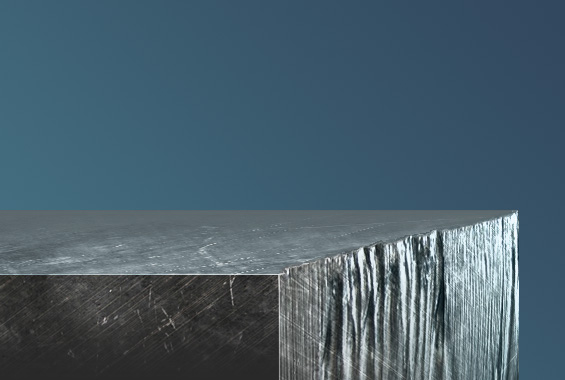
Yuvarlatılmış Kenarlar
Bir kenarın, bir yüzey plakasından diğer yüzey plakasına geçmek için kademeli eğrisel olarak biçimlendirilmesi durumunda.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Hazırlama Yok
P3 - Kenarlar, yarıçapı en az 2 mm olacak şekilde yuvarlatılacaktır
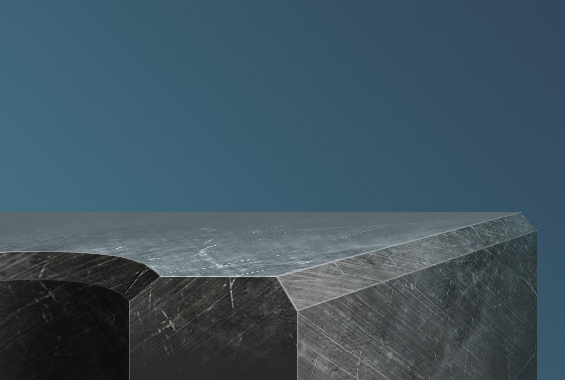
Kenarlar: Vuruk, Kesme, Oyuk, Delik
Kenar geçişleri, üretim sırasında vurma, kesme, oyma veya delme aletleriyle yapılır.
Hazırlama Dereceleri
P1 - Kenarın hiçbir kısmı keskin olmayacaktır; kenarda çıkıntı olmayacaktır
P2 - Kenarın hiçbir kısmı keskin olmayacaktır; kenarda çıkıntı olmayacaktır
P3 - Kenarlar, yarıçapı en az 2 mm olacak şekilde yuvarlatılacaktır
Termal Olarak Kesilen Kenarlar
Çeliği kesmek için bir plazma, oksijen yakıtlı veya diğer termal işlem kullanıldığı zaman.
Hazırlama Dereceleri
P1 - Yüzeyde cüruf veya gevşek kalıntı olmayacaktır
P2 - Kenarın hiçbir kısmında düzensiz bir profil olmayacaktır
P3 - Kesme yüzeyi çıkarılacak ve kenarlar yuvarlatılacaktır
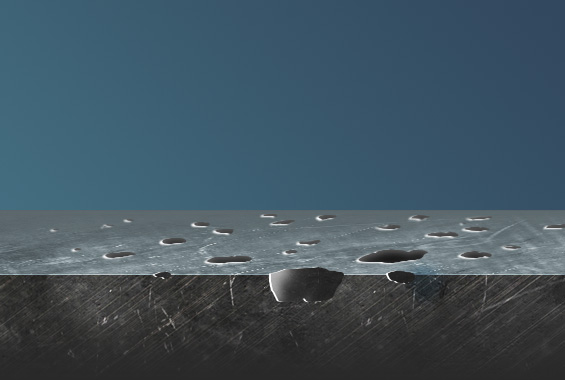
Çukurlar ve Kraterler
Son derece lokal türde bir korozyon çelik yüzeyde küçük perforasyonlara neden olduğu zaman.
Hazırlama Dereceleri
P1 - Çukur ve kraterler, boyanın nüfuz etmesine yetecek ölçüde açık olacaktır
P2 - Çukur ve kraterler, boyanın nüfuz etmesine yetecek ölçüde açık olacaktır
P3 - Yüzeyde çukur ve krater olmayacaktır
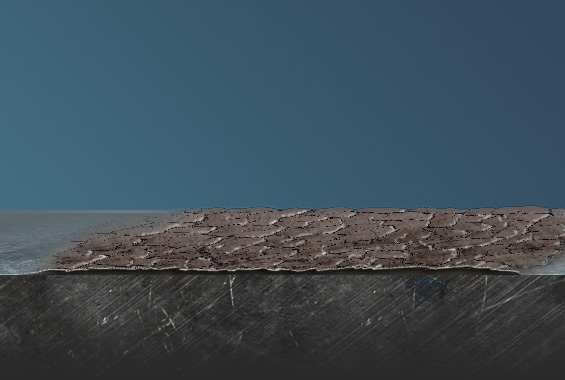
Kabuklanma/Kıymıklar/Çentikler
Çelikteki korozyonun bir tabakası, korozyona uğramış yüzeyin ayrılmasına ve kalmasına neden olarak birbirine kenetli pullu kabuk dokusu bırakır.
Hazırlama Dereceleri
P1 - Yüzeyde kalkmış materyal olmayacaktır
P3 - Yüzeyde gözle görünür kabuklanma olmayacaktır
P3 - Yüzeyde gözle görünür kabuklanma olmayacaktır
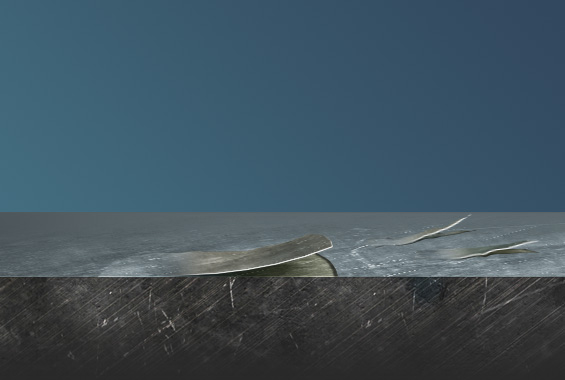
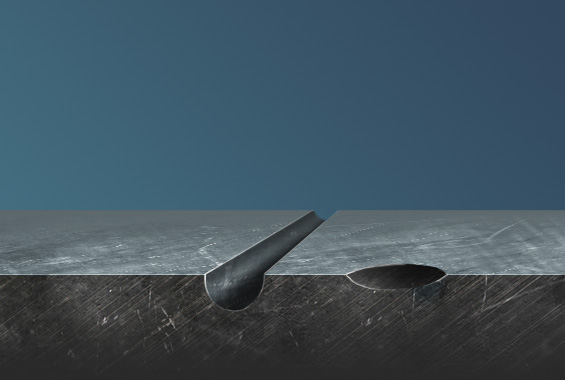
Yuvarlanma/Kesik Laminasyonları
Yüzeyde kesme işlemi uygulanırken ince çıkıntı yapan bir dilime neden olan bir imalat kusuru.
Hazırlama Dereceleri
P1 - Yüzeyde kalkmış materyal olmayacaktır
P2 - Yüzeyde gözle görünür yuvarlanma/kesik laminasyonu olmayacaktır
P3 - Yüzeyde gözle görünür yuvarlanma/kesik laminasyonu olmayacaktır
İçe Yuvarlanmış Yabancı Madde
Üretim süreci sırasında yabancı maddenin mekanik bir merdaneye kapılarak çelik yüzeye gömülmesi sonucu ortaya çıkan bir kusur.
Hazırlama Dereceleri
P1 - Yüzeyde içe yuvarlanmış yabancı madde olmayacaktır
P2 - Yüzeyde içe yuvarlanmış yabancı madde olmayacaktır
P3 - Yüzeyde içe yuvarlanmış yabancı madde olmayacaktır
Kertikler ve Oyuklar
Çelik yüzeyde genellikle yanlış taşımadan kaynaklanan biçimi bozulmuş bir oyuk veya pürüzlü açıklık bulundu.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Kertik ve oyukların yarıçapı en az 2 mm olacaktır
P3 - Yüzeyde kertik bulunmayacak ve oyukların yarıçapı ‘dan büyük olacaktır
Girinti ve Hadde İzleri
Çelik yüzeyinde genellikle mekanik manipülasyondan kaynaklanan derin bir iz veya girinti.
Hazırlama Dereceleri
P1 - Hazırlama Yok
P2 - Girintiler ve hadde izleri düz olacaktır
P3 - Yüzeyde girinti ve hadde izleri olmayacaktır
Önemli Çıkarım
Yüzey kusurları muayene sırasında tanımlanmalı ve iş başlamadan önce bunları giderme planı görüşülmelidir. Bununla birlikte, püskürtme sırasında sorun yaratacak gibi görünen yüzey kusurları ile karşılaşırsanız, kusurları işlem yapmadan önce proje yöneticisine bildirin.
İlgili Makaleler
Yüzey Hazırlığı Standartları Açıklandı - SSPC/NACE & ISO 8501
ISO 8501 ve SSPC/NACE kumlama temizliği yüzey hazırlığı standartlarını anlamak.
Odfjell, Graco’nun EcoQuip 2 EQp ürününün faydalarını keşfediyor
Gemilerinde kuru püskürtme uygulamasının dezavantajlarıyla karşılaşan Odfjell SE daha temiz ve verimli bir yüzey hazırlığı çözümü arıyordu... ve buldu.
Niles Industrial Coatings çalışanların daha az toza maruz kalmalarını sağlar
Aşındırıcı kumlamada silika ürününün kullanımı inşaat işçileri için giderek daha fazla güvenlik riski teşkil ediyor. Çok fazla solunabilir kristal silikaya maruz kalınması akciğer kanseri, silikozis, kronik obstrüktif akciğer hastalığı ve böbrek hastalığı gibi ciddi sağlık sorunlarına neden olmaktad...