Yüzey Hazırlığı Standartları Açıklandı - SSPC/NACE & ISO 8501
İki baskın aşındırıcı kumlama temizleme standardı olan ISO 8501 ve SSPC/NACE ortak standartlarının karşılaştırılması zordur. Her ne kadar aşağı yukarı aynı temizlik seviyelerini kabul etseler de bunları zıt şekilde sınıflandırırlar.
AŞINDIRICI KUMLAMA TEMİZLEME STANDARTLARI SSPC/NACE ve ISO 8501’i Anlamak
İki baskın aşındırıcı kumlama temizleme standardı olan ISO 8501 ve SSPC/NACE ortak standartlarının karşılaştırılması zordur. Her ne kadar aşağı yukarı aynı temizlik seviyelerini kabul etseler de, bunları zıt şekilde sınıflandırırlar.
ISO 8501
ISO 8501, Uluslararası Standartlar Örgütü tarafından, 1967 İsveç Standardı SIS 055900’ın içeriği Alman DIN 55928 ile birleştirildikten sonra 1988 yılında yayınlanmıştır. ISO 8501 resimli bir standarttır ve çeşitli temizlik seviyelerinde farklı pas derecelerinin görünümünü göstermekte, temizlik seviyelerinin metin açıklamalarını da içermektedir. ISO 8501, temizlik seviyelerini gereken iş miktarının artması sırasıyla listeler.
Sa 1 Hafif Kumlama Temizliği
Sa 2 Kapsamlı Kumlama Temizliği
Sa 3 Görsel olarak Temiz Çelik için Kumlama Temizliği
SSPC / NACE
Kuzey Amerika'da, orijinal yüzey hazırlığı standardı, 1960'larda Pittsburgh'daki çelik işçileri için bir mimari grup tarafından yazılmıştır. Standartlar çerçevesinde Çelik Boyama Yapıları Derneği oluşturulmuştur. SSPC standartları metin açıklamalarıdır, resimli olmamalarına rağmen, fotoğraf referansları ile birlikte görsel kılavuzlar (VIS) içerir. SSPC/NACE ise bunları artan yüzey temizliğine göre ters sırada numaralandırır.
SP 5 Beyaz Metal
SP 6 Ticari
SP 7 Fırçalama
Sektör, beyaza yakının yeterince iyi kabul edilebileceği durumlarda Beyaz Metalin yerine geçerek maliyetleri düşürebilecek bir temizlik seviyesi için yeni bir özellik talep edinceye dek bu şekilde yeterliydi. ISO, bu dereceyi Sa 2 1/2, Çok Kapsamlı Kumlama Temizliği olarak var olan sıralamasına uyarlamıştır; SSPC ise sıranın dışına çıkarak, kronolojik olarak SP 10 Beyaza Yakın derecesini eklemiştir. İki versiyon birbirine eşit değildi: Sa 2.5, pas, hadde tufalı ve kaplamalardan kaynaklanan leke, iz ve koyulukların yüzeyin %15*’ine kadar kısmında kalmasına izin verirken, SP 10, yalnızca %5’e izin vermiştir.
2000 yılında, SSPC ve NACE, üyelikleri büyük oranda örtüşen kuruluşlar arasında birleşme öngörerek ortak standartlar yayınlamıştır. Birleşme başarılı olmamış, ancak NACE No. 1, 2, 3, 4 ile SSPC SP 5, 6, 10, 7’yi birbirine eşleştiren NACE’nin yeni sıralaması kullanılmaya devam etmiştir.
Böylece, SSPC/NACE’nin Fırçalama ve Ticari arasında yeni bir özellik olan Endüstriyel Kumlama Temizliği’ni tanıttığı ve onu kronolojik açıdan SSPC SP 14 / NACE No.8 olarak sınıflandırdığı 2006 yılına dek durum netleşmiştir. ISO, yeni özelliğe sisteminde Sa 1.5 olarak yer vermeyi reddetmiştir.
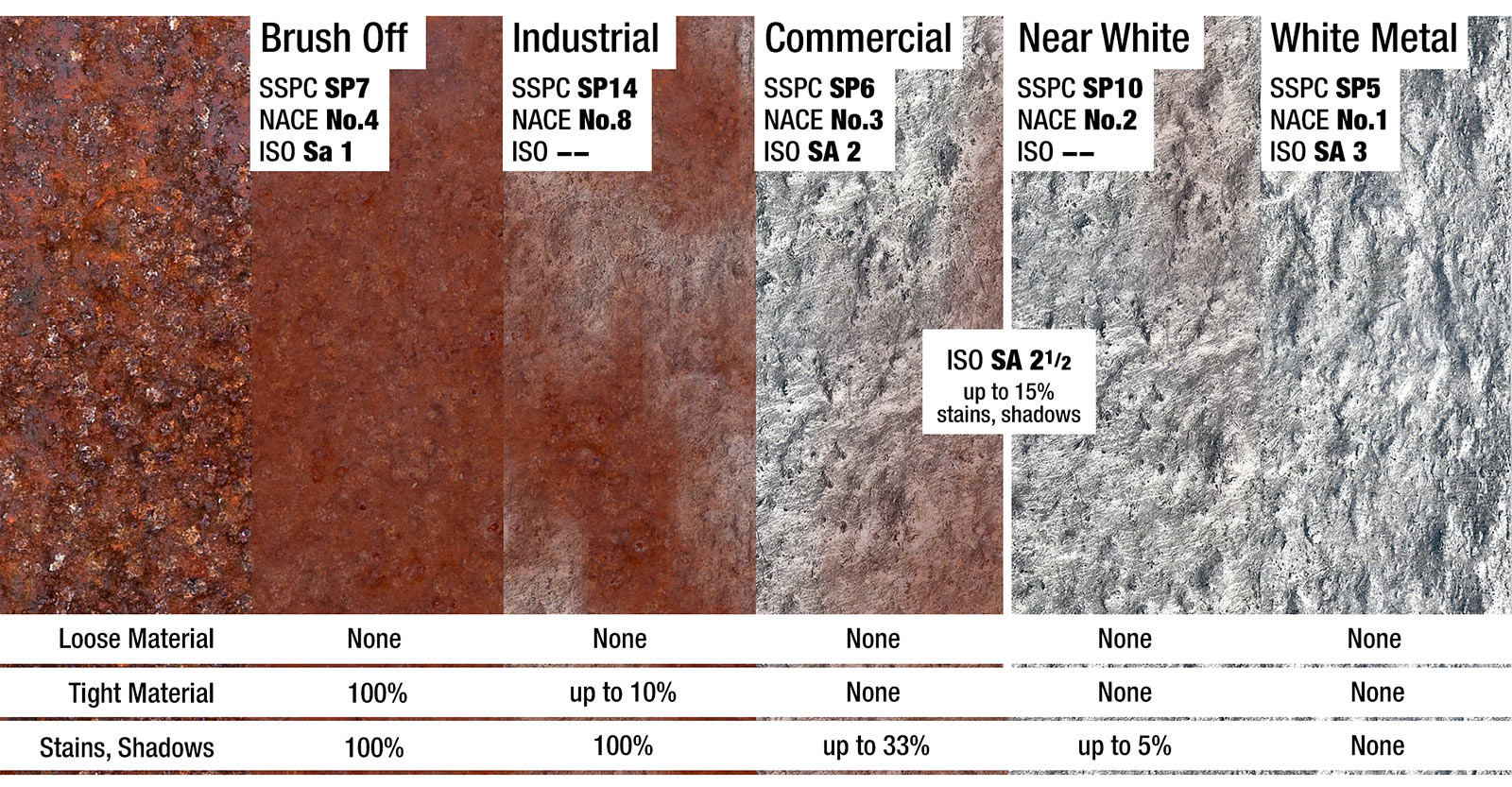
Farklılıklara rağmen, temizlik derecelerinin genellikle uyumlu olduğu düşünülmektedir. Leke ve sıkıca yapışmış pas, hadde tofulu ve kaplamalar için benzer izin verilen seviyeleri yansıtırlar ve bir grafikle özetlenebilirler:
*Tahmini yüzey alanı. ISO 8501-1 görsel bir referanstır ve yüzdeleri açıkça belirtmez.
Bir uzmanla iletişime geçin
Sektör, beyaza yakının yeterince iyi olduğu durumlarda Beyaz Metali kullanarak maliyetleri düşürebilecek bir temizlik sınıfı için yeni bir şartname talep edene kadar bu yeterince basitti. ISO, bu dereceyi Sa 2 1/2, Çok Kapsamlı Kumlama Temizliği olarak var olan sıralamasına uyarlamıştır; SSPC ise sıranın dışına çıkarak, kronolojik olarak SP 10 Beyaza Yakın derecesini eklemiştir. İki versiyon birbirine eşit değildi: Sa 2.5, pas, hadde tufalı ve kaplamalardan kaynaklanan leke, iz ve koyulukların yüzeyin %15*’ine kadar kısmında kalmasına izin verirken, SP 10, yalnızca %5’e izin vermiştir.
2000 yılında, SSPC ve NACE, üyelikleri büyük oranda örtüşen kuruluşlar arasında birleşme öngörerek ortak standartlar yayınlamıştır. Birleşme başarılı olmamış, ancak NACE No. 1, 2, 3, 4 ile SSPC SP 5, 6, 10, 7’yi birbirine eşleştiren NACE’nin yeni sıralaması kullanılmaya devam etmiştir.
Böylece, SSPC/NACE’nin Fırçalama ve Ticari arasında yeni bir özellik olan Endüstriyel Kumlama Temizliği’ni tanıttığı ve onu kronolojik açıdan SSPC SP 14 / NACE No.8 olarak sınıflandırdığı 2006 yılına dek durum netleşmiştir. ISO, yeni özelliğe sisteminde Sa 1.5 olarak yer vermeyi reddetmiştir.
Farklılıklara rağmen, temizlik derecelerinin genellikle uyumlu olduğu düşünülmektedir. Leke ve sıkıca yapışmış pas, hadde tofulu ve kaplamalar için benzer izin verilen seviyeleri yansıtırlar ve bir grafikle özetlenebilirler:
*Tahmini yüzey alanı. ISO 8501-1 görsel bir referanstır ve yüzdeleri açıkça belirtmez.
Şartnamelerde özellikle lekeler, çizgiler ve koyuluklardan bahsedilir ancak bunlar pratikte aynıdır: renkte farklılık gösteren ancak ayırt edilebilir bir kalınlığı olmayan bir kalıntılardır. Sıkıca yapışmış malzeme, kör bir macun bıçağıyla soyulmayan herhangi bir şey anlamına gelir.
Neden Yüzey Hazırlığı Standartları?
Yüzey hazırlama standartları, kaplama ömrünü en üst seviyeye çıkarmak ve maliyetleri en aza indirmek için vardır.
Yüzey hazırlığı, bir yeniden boyama projesinin maliyetinin %40'ı tutar; tesis sahipleri, kumlamaya harcanan malzeme ve saatleri sınırlandırmak istemektedir. Beyaz Metalin, özellikle bakım işlerinde, elde edilmesi pahalıdır ve tipik olarak, başarısızlığın maliyetinin yıkıcı olduğu kritik uygulamalar için ayrılmıştır. Beyaza yakın olan, pek çok zor koşullu ortamda hizmet verebilirlik için yeterince iyi kabul edilir. Ticari daha ucuzdur ve korozif olmayan ortamlar ve hizmet ortamları için uygundur. Fırçalama, eğer bu kadarıyla kurtulabilirse, mal sahibi için kısa vadede en fazla para tasarrufunu sağlar.
Mal sahibi, bir kaplama seçerken, kaplamanın erkenden bozulması riskine karşı kumlama ve boyama maliyetlerini değerlendirip karşılaştırır. En kötü senaryo 7 yerine 5 yıl içinde yeniden boyamak zorunda kalmasıdır, Ticari'den Fırçalama’ya dönerek tasarruf edebilir. Kaplamanın erken bozulmasının beş milyon galon aşındırıcı, tehlikeli ve pahalı kimyasal maddenin dökülmesine yol açması mümkün ise, Beyaz Metal'e ve yüksek performanslı bir kaplamaya yönelecektir.
Yüzey Hazırlama Standartları

Solvent Temizleme
SP 1 / ISO 8504
Gevşek yapışan malzeme: %100
Sıkıca yapışan malzeme: %100
Lekeler, çizgiler, koyuluklar: %100
Aşındırıcı kumlama, yağı ve gresi temizlemeyecektir; bunların lekelerini yüzey üzerinde bırakır ve kaplamaların erken bozulmasına neden olur. Görünür yağ, gres ve kir birikintileri lekeleri aşındırıcı kumlama temizliğinden önce temizlenmelidir. SP 1, diğer SSPC aşındırıcı kumlama şartnameleri için bir ön koşuldur.
Standartlar solvent temizliği için sayısız yöntem belirlemektedir. En yaygın yöntem, ve en az etkili olanı, sabun, su ve bir bez ile yıkamaktır. Kirli bir bez de gres ve yağ bulaştırır: sıkça silme, katlama, tekrarlama ve değiştirme konusunda özen gösterilmelidir. Büyük yüzeylerde sabun kalıntısı kaplamanın yapışmasını önlemesine ve durulanmasının gerekiyor olmasına rağmen sabunlu suyla basınçlı yıkama önerilir.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.
Fırçalama
SP 7 / Nace #4 / Sa 1
yani Hafif Kumlama Temizliği, kumu süpürme
Gevşek yapışan malzeme: %0
Sıkıca yapışan malzeme: %100
Lekeler, çizgiler, koyuluklar: %100
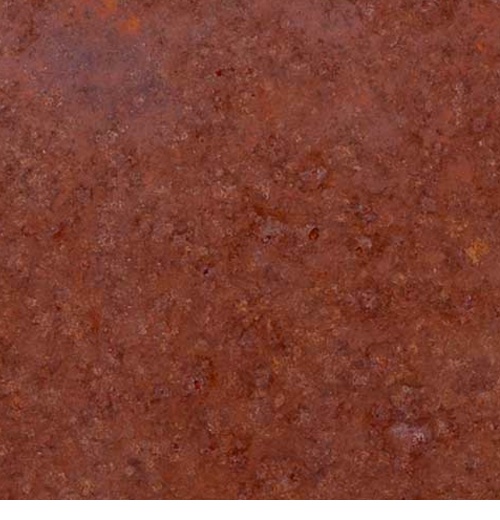
Fırçalama, gevşek pas, hadde tofulu ve kaplamaları çıkarmak ve yeni bir kaplama hazırlığı için bir yüzeyi eşit ve düzgün şekilde pürüzlendirmek için belirlenmiştir. Sıkıca yapışan malzemelerin kalmasına izin verilir.
Fırçalama, gemi gövdesi çürüme önleyici boya gibi beklenen kaplama ömrünün kısa olduğu veya ılıman atmosferlerde ve kırsal yerlerde, bir tankın dışı gibi korozif olmayan hizmet ortamları için tavsiye edilir.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.
Endüstriyel Kumlama Temizliği
SP 14 / Nace #8
Gevşek yapışan malzeme: %0
Sıkıca yapışan malzeme: %10
Lekeler, çizgiler, koyuluklar: %100
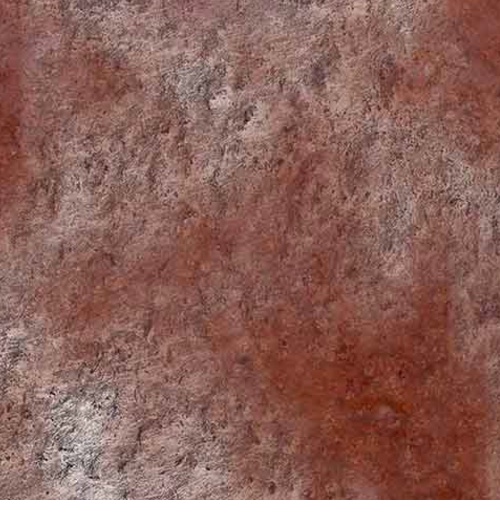
Endüstriyel Kumlama Temizliği, sıkıca yapışan maddenin %90'ının uzaklaşması gerektiğini belirtir. Yüzeyin %100'ünde pas, hadde tofulu ve eski kaplamalardan kaynaklanan koyuluklar, çizgiler ve lekeler bulunur
Endüstriyel, mevcut kaplamanın ince, iyi yapışmış ve yeni kaplamayla uyumlu olduğu koşullar için tanımlanmıştır. En son aşındırıcı kumlama standardıdır ve yaygın olarak belirlenmemiştir. ISO'nun buna uygun bir şartnamesi yoktur.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.
Ticari Kumlama Temizliği
SP 6 / Nace #3 / Sa 2
yani Kapsamlı Kumlama Temizliği
Gevşek yapışan malzeme: %0
Sıkıca yapışan malzeme: %0
Lekeler, çizgiler, koyuluklar: %33
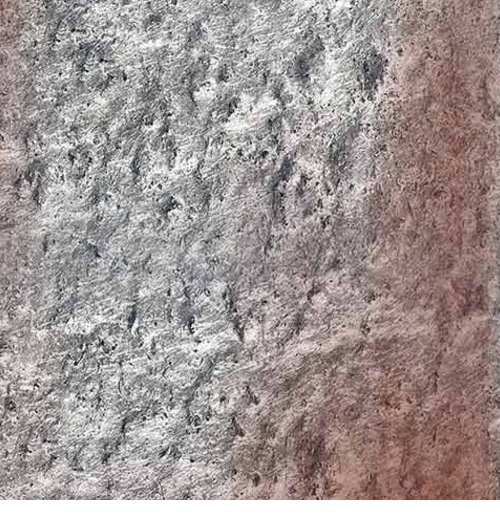
Ticari Kumlama Temizliği, sıkıca yapışan tüm maddelerin uzaklaştırılması gerektiğini belirler. Lekeler, çizgiler ve koyuluklar yüzeyin %33'üne kadar kalabilir.
Ticari, yüksek fakat mükemmel olmayan bir temizlik derecesi sağlandığında belirlenir. Tanklar ve köprüler gibi korozif olmayan ortamlarda ve atmosferlerde hizmet veren ürünleri yeniden boyamak için yaygın olarak kullanılır.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.

Beyaza Yakın Kumlama Temizliği
SP 10 / Nace #2 / Sa 2.5
yani Çok Kapsamlı Kumlama Temizliği
Gevşek yapışan malzeme: %0
Sıkıca yapışan malzeme: %0
Lekeler, izler, koyuluklar: SP 10 %5, Sa 2 ½ %15
Beyaza Yakın Kumlama Temizliği, koyuluklar, izler ve lekelerin yüzey alanının %5'i ile sınırlandırılması gerektiğini belirtir. Beyaza Yakın, Beyaz Metal için yapılan kumlamanın avantajı eklenen masrafı haklı çıkarmadığı durumlarda belirlenir.
Beyaza Yakın tipik olarak, kimyasal dökülmeler ve dumanlar, yüksek nem ve tuzlu suya yakınlık gibi ağır çevresel koşullara maruz kalan çelik üzerinde yüksek performanslı kaplamalar için belirlenmiştir. Genellikle petrol sondaj kuleleri, tersaneler ve diğer deniz ortamları için belirtilir.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.
Beyaz Metal Kumlama Temizliği
SP 5 / Nace #1 / Sa 3
yani Görsel olarak Temiz Çelik için Kumlama Temizliği
Gevşek yapışan malzeme: %0
Sıkıca yapışan malzeme: %0
Lekeler, çizgiler, koyuluklar: %0
Beyaz Metal, en yüksek aşındırıcı kumlama temizliği sınıfıdır. Koyuluklara, çizgi veya lekelere izin verilmez. Büyütülmeden bakıldığında, yüzey görünür yağ, gres, toz, kir, hadde tofulu, pas, kaplama, oksitler, korozyon ürünleri ve diğer yabancı maddelerden arınmış olmalıdır.
Beyaz metal, kaplamanın bozulmasının yıkıcı etkilerinin fazladan maliyet için haklı bir gerekçe olabildiği durumlar, yani yüksek sıcaklık, yüksek basınç ve korozif ortamlarda çalışan çelikler ve nükleer reaktörler, türbinler, kimyasal tank balataları, denizaltılar vb. için belirtilmiştir.
Tüm şartnameleri sspc.org adresinde bulabilirsiniz.
Standartları Kullanmak
ISO 8501, her bir kumlama şartnamesinin çeşitli pas derecelerinde ve başlangıç koşullarında nasıl göründüğünü gösteren referans fotoğrafları içeren resimli bir standarttır. Doğrudan yüzeyle karşılaştırılabilecek sert kapaklı A5 formatında temin edilmektedir. SSPC/NACE ayrıca yüzeylerle doğrudan karşılaştırmak için görsel kılavuzlar da satmaktadır, ancak yazılı açıklamalar standarttır. Lekelerin yüzde oranlarını değerlendirmek kesinlik içermeyen bir iştir ve sıkça yöneticilerin de dahil olmasına neden olur. Bir iş standardı hazırlamak, anlaşmazlıkları önlemek için en iyi uygulamadır:
- Bir numune alan çıkarın
- Yüzeyi şartnameye göre hazırlayın
- Hazırlanan numunenin şartnameye uygun olduğu konusunda paydaşların onayını alın
- Görünümünü korumak için vernik uygulayın
Yüzey hazırlama standartları, kumlama operatörleri, yükleniciler, müfettişler ve proje sahipleri arasındaki hizmet seviyesi sözleşmesi için bir temel sağlar. Standartların bilinmesi, herhangi bir aşındırıcı kumlama operatörü için önemlidir ve sertifikalı kumlama operatörleri için ise bir gerekliliktir.
Şartnameler, yüzey hazırlamak için ayrıntılı yöntemler ve uygulamalar içerir. Şartnameler sıkça güncellenir, bu nedenle proje standartlarını tartışırken adları, tarihleri, sürüm numaraları ve ekleriyle birlikte atıfta bulunulmalıdırlar.