Comment calculer le coût total de possession
Lorsque vous étudiez le coût total de possession, assurez-vous de calculer les coûts de l’énergie, ainsi que les frais d’entretien et de réparation.
Comprendre le coût total de possession (CTP)
En regardant de nouveaux équipements, avez-vous déjà eu l’impression que le coût initial était trop élevé?
Si c’est le cas, vous n'êtes pas seul. On peut se méprendre à ne regarder que l’étiquette de prix parce qu’elle ne reflète qu’une très petite part du tableau. Certaines sources affirment que le montant indiqué sur l’étiquette de prix représente moins de 10 % du coût total dépensé pour un équipement au cours de sa durée de vie.
En fait, les coûts énergétiques, les frais d’entretien et les frais de réparation sont au moins cinq fois plus importants que le coût initial. Mais, peu de personnes considèrent ces facteurs comme faisant partie du prix lors de leur processus de sélection.
Pour bien comprendre le prix d’un équipement, vous devez évaluer le coût total de possession (CTP), qui est une estimation de toutes les dépenses cumulées associées à l’achat et à l’exploitation d’un équipement. Le CTP permet de comparer « des pommes avec des pommes » en matière d’équipement.
Comment est-ce que le coût total de possession est calculé?
Essayez la FORMULE CTP
La prochaine fois que vous choisirez un nouvel équipement, utilisez la formule du coût total de possession (CTP) :
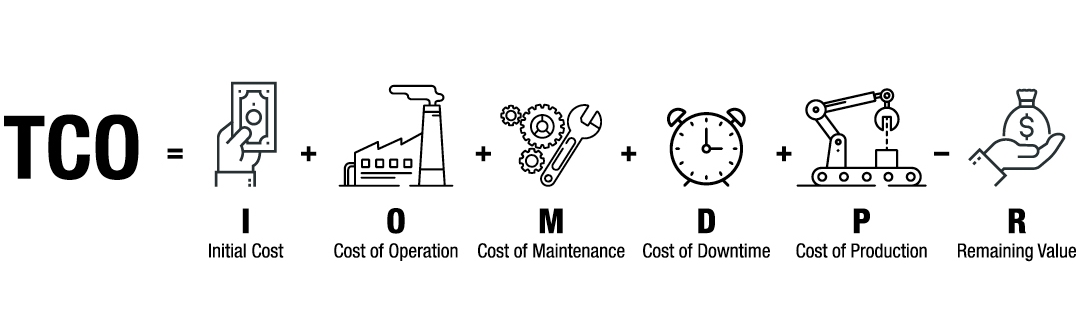
CI = coût initial
Le coût initial est le chiffre qui apparaît sur l’étiquette de prix. Comme indiqué précédemment, cela représente moins de 10 % du coût total de possession (CTP).
E = exploitation
L’exploitation comprend le coût d’installation de la pompe, le coût des essais de la pompe, la formation des employés qui feront fonctionner la pompe et le coût de l’énergie pour l’alimenter. Si la pompe est compliquée à utiliser, le coût de la formation augmentera.
E = entretien
L’entretien comprend le coût des réparations régulières telles que le nettoyage, l’inspection, la lubrification et le réglage de la pompe pour s’assurer qu’elle fonctionne correctement. Cela intègre également l’entretien réactif lorsque l’équipement tombe en panne de manière inattendue.
TA = temps d'arrêt
Bien que vous pourriez ajouter le temps d’arrêt au coût de l’entretien, il est souvent si important qu’il justifie sa propre catégorie. Les temps d’arrêt comprennent les coûts liés aux travailleurs dont le travail est retardé, les coûts indirects liés aux superviseurs qui traitent le problème, la perte de production et la perte de la clientèle en raison des retards de livraison.
P = production
Deux pompes différentes auront probablement des niveaux de rendement différents, produiront des qualités différentes et auront des implications environnementales différentes.
VR = valeur restante
La valeur restante est liée à la durée de vie de la pompe. Combien vaudra la pompe dans 5 ou 10 ans? Cela peut faire une grande différence.
Cette formule peut sembler un peu impressionnante, mais commençons par la base.
CI + E – VR = CTP
Pour cet exemple, nous allons commencer par trois variables pour comparer deux pompes au hasard : Pompe A et Pompe B. Les variables choisies sont le coût initial (CI), les frais d'entretien sur 5 ans (E) et la valeur restante après 5 ans d'amortissement (VR).
- La pompe A a un coût initial (CI) de 10 000 $.
- La pompe B a un coût initial (CI) de 20 000 $, soit le double du coût initial de la pompe A.
Sur la seule base du coût initial (CI), la pompe A serait le choix évident. Cependant, le CTP peut nous en dire davantage sur la meilleure option.
| Pompe A | Pompe B | |
| CI (coût initial) | 10 000 $ | 20 000 $ |
| + E (entretien) | 5 000 $ | 2 000 $ |
| - VR (valeur restante) | 2 000 $ | 10 000 $ |
| = CTP | 13 000 $ | 12 000 $ |
Le CTP de la pompe B est inférieur à celui de la pompe A, même si son coût initial était deux fois plus élevé. Néanmoins, l'écart n'est que de 1 000 $, ce qui est une petite différence.
CI + E + TA – VR = CTP
Ajoutons maintenant une quatrième variable, le temps d'arrêt estimé (TA).
Nous allons faire une estimation prudente de 50 000 $ l’heure, même si le temps d'arrêt coûtera probablement beaucoup plus.
| Pompe A | Pompe B | |
| CI (coût initial) | 10 000 $ | 20 000 $ |
| + E (entretien) | 5 000 $ | 2 000 $ |
| + TA (temps d’arrêt) | 150 000 $ (3 heures à 50 000 $/heure) | 50 000 $ (1 heure) |
| - VR (valeur restante) | 2 000 $ | 10 000 $ |
| = CTP | 163 000 $ | 62 000 $ |
Puisque 163 000 $ – 62 000 $ = 101 000 $, la pompe B coûte 101 000 $ de moins que la pompe A. L'écart de prix s'élargit avec chaque variable ajoutée, indiquant ainsi un choix clair quant à la valeur de base.
Certaines économies de coûts ne sont pas indiquées sur l'étiquette de prix.
De nombreux produits Graco offrent des économies de coûts qui ne sont pas visibles sur l'étiquette de prix.
- La pompe E-Flo DC Circulation 4000 présente deux sections complètes de moteur et de fluide qui peuvent fonctionner séparément lorsqu’un entretien est nécessaire. Cette fonctionnalité réduit le coût des temps d'arrêt (TA), ce qui peut facilement être le coût le plus élevé pour les entreprises qui réalisent des finitions. En calculant le coût estimé des temps d'arrêt avec leur équipement actuel et en le comparant aux temps d'arrêt réduits qu’offre la pompe E-Flo DC, les utilisateurs obtiennent des prédictions beaucoup plus précises du CTP qu’en regardant simplement le coût initial d’achat.
- Le pistolet pulvérisateur électrostatique Pro Xp augmente la productivité (P) grâce à son corps plus léger et bien équilibré qui réduit la fatigue musculaire, et une alimentation électrique intégrée qui élimine les lourds cordons d'alimentation qui ralentissent l'opérateur. En plus, la poignée ergonomique est conçue pour s'adapter parfaitement à la main de l'opérateur. Toutes des caractéristiques accumulées peuvent grandement modifier le coût de production du CTP.
- Le système de dosage ProMix PD réduit les déchets de solvants et de matériaux en rapprochant le point de mélange du pistolet. Cette caractéristique de conception garantit que le produit est mélangé précisément avant d’être pulvérisé. Cela signifie qu'une plus grande partie des matériaux et des solvants dispendieux peuvent être utilisés aux fins prévues plutôt que d'être incinérés. Cela influence particulièrement le coût total de possession pour les entreprises qui doivent changer de couleur plusieurs fois par jour.





