Détection et identification des défauts de l'acier durant la préparation de surface
Les revêtements rétrécissent en durcissant, provoquant ainsi une faible épaisseur de film sur les bords tranchants et les soudures, ce qui est une cause classique de défaillance du revêtement.
Réparer les défauts ne fait normalement pas partie de la description de la tâche d'un sableur professionnel, mais lorsque vous êtes chargé de préparer la surface, il est impératif que le revêtement adhère correctement, et les défauts de surface peuvent empêcher cela de se produire. Le sableur professionnel est la seule personne qui fait la tâche en regardant chaque centimètre carré de la surface de l'acier, ce qui fait de vous la dernière ligne de défense pour trouver des défauts.
Trouver et signaler les défauts n'est pas seulement important, c’est aussi une bonne chose. Offrir cet entretien supplémentaire est une excellente façon d’impressionner et de vous distinguer de la concurrence. Mais d'abord, vous devez savoir quoi chercher.
Trois types de défauts de surface de l'acier
La norme ISO 8501-3, « Préparation des substrats en acier avant application de peintures et produits connexes », classe les défauts en trois catégories :
- Soudures
- Bords
- Surfaces en acier en général
Lors de l'inspection des défauts, portez une attention particulière aux joints soudés, aux coupures, aux perforations et aux rayures. Passez une main gantée sur les zones affectées pour trouver les endroits où elles s'accrochent afin d'identifier les protubérances. Certaines projections, comme les éclaboussures de soudure, peuvent faire l’objet d’un sablage par abrasion. D'autres nécessiteront un meulage.
Si vous vous trouvez dans la situation où il vous est demandé de meuler une protubérance avec des outils électriques, il est important d’éviter de laisser une surface rugueuse, des bavures ou du brunissage. Il est aussi important de noter, pendant le meulage de défauts, de ne pas réduire la masse du substrat à une quantité inférieure à celle du métal environnant, ou de meuler d’une façon qui crée une chaleur excessive – dans les deux cas, l’acier est affaibli. De plus, les défauts de meulage doivent être inspectés par la suite par le test du gant pour s'assurer qu'il n'y a pas eu plus de bords coupants dans le processus.
Si nous connaissons les types de défauts à rechercher, examinons les différents niveaux de préparation de la surface.
Obtenir le niveau
Il existe trois niveaux de qualité pour les surfaces en acier qui présentent des imperfections visibles, conformément à la norme ISO 8501-3 :
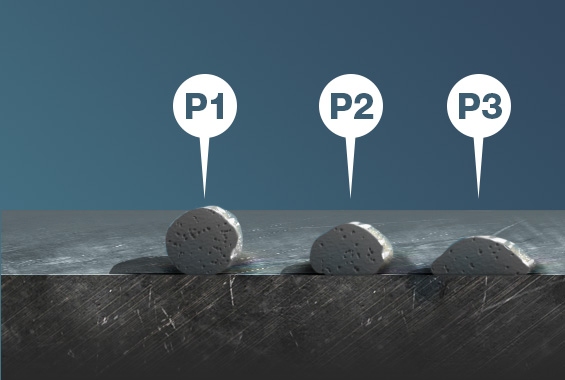
P1 Préparation légère : aucune préparation ou uniquement une préparation minimale qui sera effectuée avant l'application de la peinture ;
P2 Préparation soignée : la plupart des imperfections sont corrigées ;
P3 Préparation très soignée : la surface est exempte d'imperfections visibles importantes.
Lorsque vous déterminez la qualité de préparation, assurez-vous de préparer la surface selon les spécifications, surtout si l'on considère qu'une seule fabrication peut nécessiter différents niveaux de préparation - par exemple : P1 sur la face intérieure et P3 pour la paroi extérieure.
Obtenir un consensus entre toutes les parties concernées sur les niveaux de préparation et les imperfections visibles spécifiques avant de commencer peut vous faire gagner du temps et de l'énergie.
Imperfections, défauts et niveaux de préparation révélés
Contacter un expert
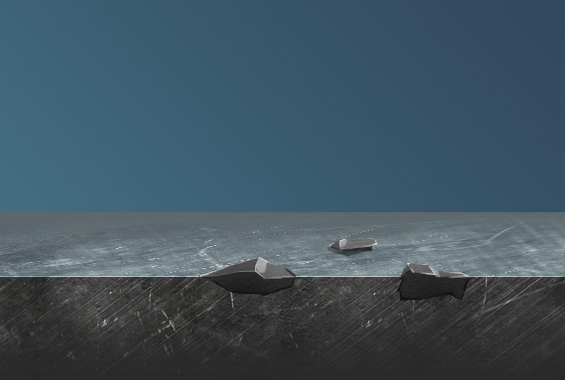
Projections de soudure
Pendant le transfert du fil à souder, il y a une perturbation dans le bain de fusion de la soudure. Cette perturbation, habituellement provoquée par une tension trop basse ou un ampérage trop élevé, provoque la fulmination de la matière à souder sur la surface de l'acier.
Niveaux de préparation
P1 - Exempts de toute projection de soudure détachée (a)
P2 - Exempts de projections de soudure détachées et légèrement adhérentes (a+b)
P3 - La surface ne doit pas présenter de projections de soudure. (a + b + c)
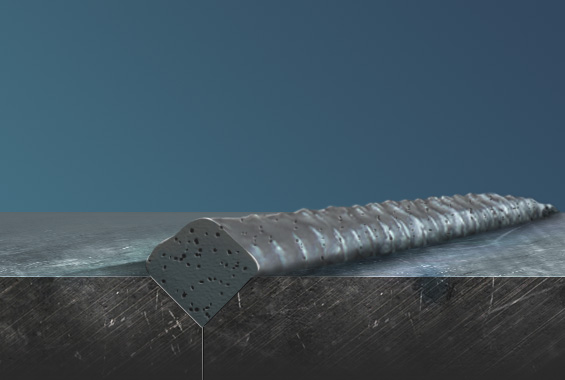
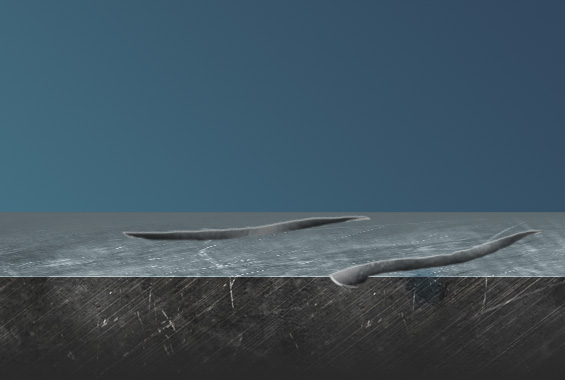
Ondulation de soudure / Profil
Les oscillations de surface dans le bain de soudure sont solidifiées sous forme d'ondulation tout au long du profil des billes.
Niveaux de préparation
P1 - Aucune préparation
P2 - La surface doit être habillée de façon à supprimer les irrégularités et les bords tranchants des profils.
P3 - La surface sera habillée complètement, c'est-à-dire lissée.
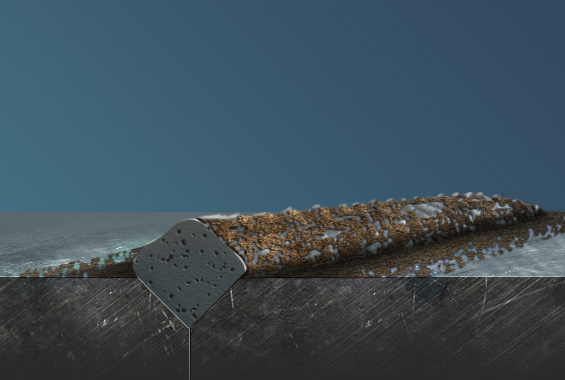
Scories de soudure
Le processus de désoxydation entre le revêtement de flux, l'air et la surface, qui se traduit par le dépôt d'un résidu au-dessus et autour du cordon de soudure.
Niveaux de préparation
P1 - La surface ne doit pas contenir de scories de soudure.
P2 - La surface ne doit pas contenir de scories de soudure.
P3 - La surface ne doit pas contenir de scories de soudure.
Dégradé
Un défaut de soudure ; une rainure ou un cratère près de la pointe du cordon de billes, se traduisant par un faible collage et une propension à la fissuration.
Niveaux de préparation
P1 - Aucune préparation
P2 - La surface doit être exempte de dégradés vifs ou profonds.
P2 - La surface doit être exempte de dégradés vifs ou profonds.
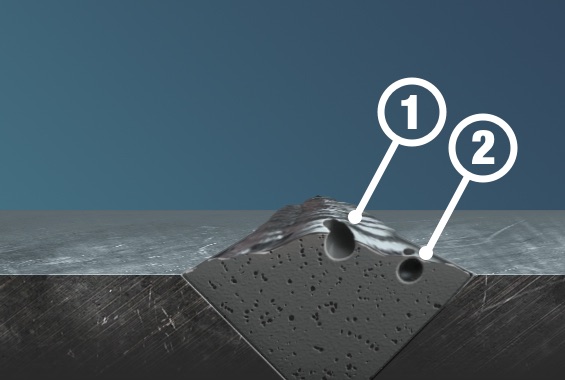
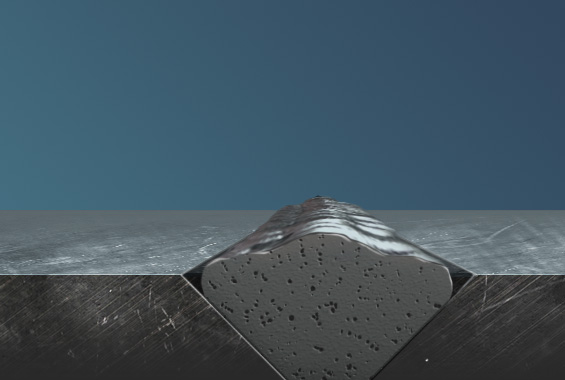
Porosité de la soudure
La porosité de la soudure est un défaut de soudure courant. Quand la torche est utilisée sur du métal traité, les gaz sont relâchés et absorbés dans le métal en fusion. Lors du refroidissement du métal, les gaz s’échappent du métal et forment des pores.
Niveaux de préparation
1 - Visible
2 - Invisible (peut s'ouvrir après un nettoyage par sablage)
P1 - Aucune préparation
P2 - Les pores de surface devront être assez ouverts pour que la peinture puisse y pénétrer.
P3 - La surface doit être dépourvue de pores visibles.
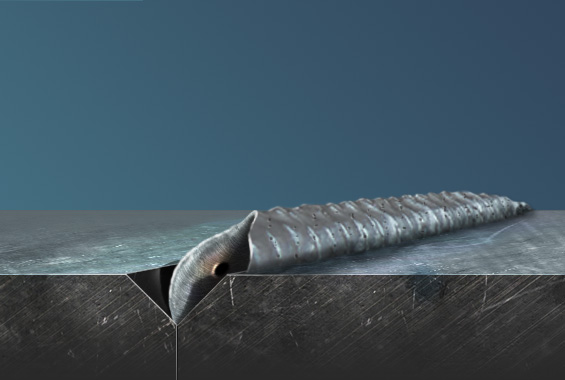
Cratère d'extrémité de soudure
Technique de soudage incorrecte ; cet effet survient en cas de rupture de l'arc, entraînant la formation d'un cratère.
Niveaux de préparation
P1 - Aucune préparation
P2 - Les cratères d'extrémité doivent être dépourvus de bord tranchant.
P3 - La surface doit être dépourvue de cratères d'extrémité visibles.
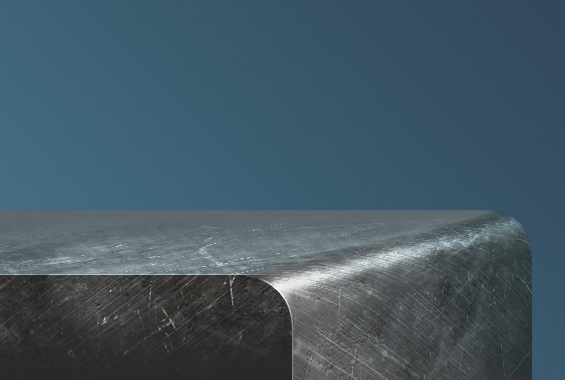
Bords roulés
Lorsqu'un bord a été façonné pour faire la transition d'un plan de surface à un autre plan de surface d'une manière curviligne progressive.
Niveaux de préparation
P1 - Aucune préparation
P2 - Aucune préparation
P3 - Les bords doivent être arrondis avec un rayon d'au moins 2 mm.
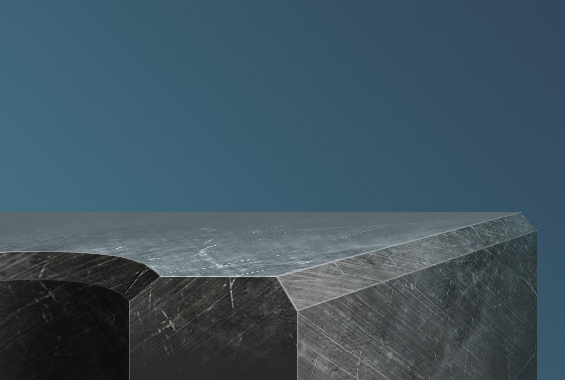
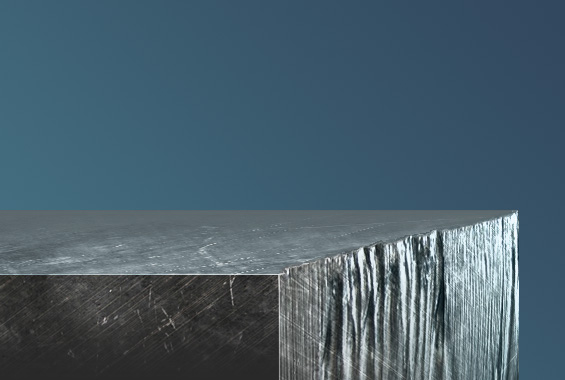
Bords Poinçon, cisaillement, scie, perceuse
Transitions des bords effectuées au cours de la fabrication à partir d'outils de poinçonnage, de cisaillage, de sciage ou de perçage.
Niveaux de préparation
P1 - Aucune partie du bord ne doit être tranchante ; le bord doit être sans arête.
P2 - Aucune partie du bord ne doit être tranchante ; le bord doit être sans arête.
P3 - Les bords doivent être arrondis avec un rayon d'au moins 2 mm.
Bords coupés thermiquement
Lorsqu'un plasma, un combustible à l'oxygène ou un autre procédé thermique est employé pour couper l'acier.
Niveaux de préparation
P1 - La surface ne doit pas contenir de scories ni de dépôts meubles.
P2 - Aucune partie du bord ne devra présenter un profil irrégulier.
P3 - La face coupée doit être enlevée et les bords doivent être arrondis.
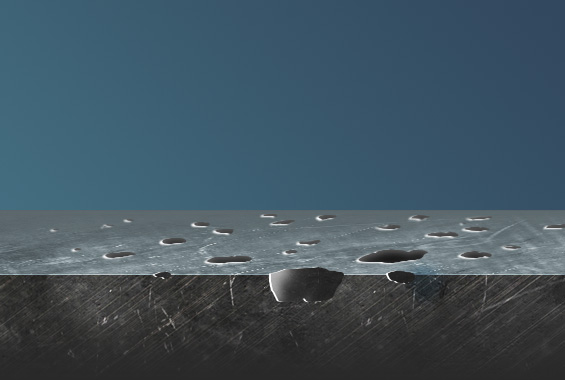
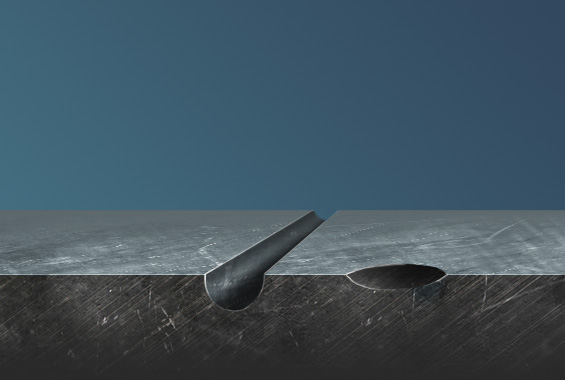
Piqûres et cratères
Lorsque la corrosion, de nature extrêmement localisée, entraîne de petites perforations sur le substrat d'acier.
Niveaux de préparation
P1 - Les piqûres et les cratères doivent être assez ouverts pour que la peinture puisse y pénétrer.
P2 - Les piqûres et les cratères doivent être assez ouverts pour que la peinture puisse y pénétrer.
P3 - La surface doit être dépourvue de piqûres et de cratères.
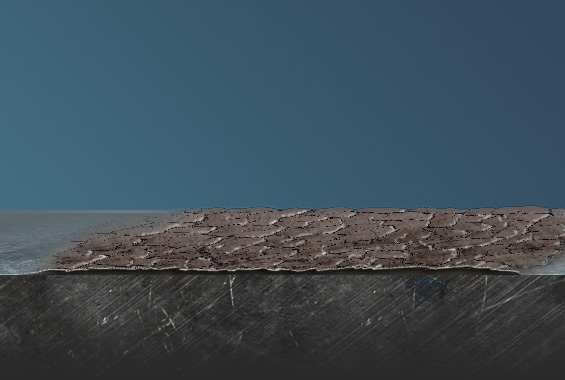
Coquillages, écailles et saletés
Une couche de corrosion en acier qui sépare et soulève la surface corrodée, laissant une texture de coquille floconneuse enchevêtrée.
Niveaux de préparation
P1 - La surface doit être dépourvue de tout matériau soulevé.
P2 - La surface doit être dépourvue de coquilles visibles.
P3 - La surface doit être dépourvue de coquilles visibles.
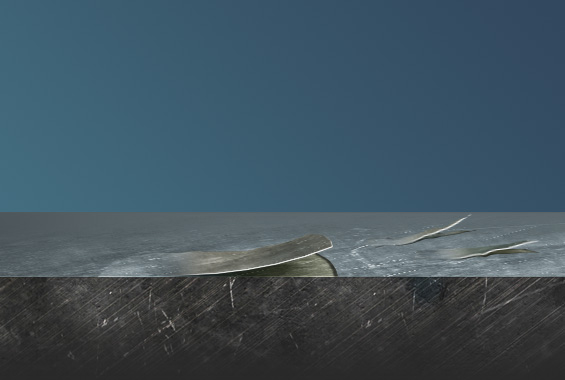
Surverses de rouleaux/Stratifications coupées
Un défaut de fabrication qui entaille la surface et provoque une fine tranche saillante.
Niveaux de préparation
P1 - La surface doit être dépourvue de tout matériau soulevé.
P2 - La surface doit être dépourvue de surverses de rouleaux/Stratifications coupées
P3 - La surface doit être dépourvue de surverses de rouleaux/Stratifications coupées
Matières étrangères enrobées
Défaut survenant au cours du processus de fabrication dans lequel de la matière étrangère est prise sous un rouleau mécanique et noyée dans la surface de l'acier.
Niveaux de préparation
P1 - La surface doit être débarrassée des corps étrangers enrobés.
P2 - La surface doit être débarrassée des corps étrangers enrobés.
P3 - La surface doit être débarrassée des corps étrangers enrobés.
Rainures et creux
Un creuset déformé ou une ouverture rugueuse que l'on trouve dans une surface d'acier, généralement causée par une mauvaise manipulation.
Niveaux de préparation
P1 - Aucune préparation
P2 - Le rayon des rainures et des creux ne doit pas être inférieur à 2 mm.
P3 - La surface doit être dépourvue de rainures et le rayon des creux doit être supérieur à
Entailles et marques de rouleaux
Une rayure ou un sillon profond dans le substrat d'acier, le plus souvent provoqué par une manipulation mécanique.
Niveaux de préparation
P1 - Aucune préparation
P2 - Les entailles et les marques de rouleaux doivent être lisses.
P3 - La surface doit être dépourvue d'entailles et de marques de rouleaux.
Point important à retenir :
Les défauts de surface sont à identifier au cours de l'inspection, et leur élimination doit faire l'objet d'un plan avant le début de la tâche. Toutefois, en cas de défauts de surface qui semblent problématiques au cours du sablage, signalez-les au chef de projet avant de prendre des mesures.
Articles connexes
Équipement essentiel d’enlèvement de marquage routier
L'enlèvement de la peinture routière, des thermoplastiques et des rubans adhésifs nécessite un équipement spécial
Une société de construction navale est impressionnée par le pistolet de sablage à sec EcoQuip 2
M&M Industrial a utilisé l’EcoQuip 2 de Graco dans les locaux de Swiftships pour un travail de sablage sur un bateau. Le personnel de Swiftships a été impressionné par la faible quantité d’eau et de produit utilisée par la machine par rapport aux autres unités de sablage abrasif humide et à sec essa...
Réduire les temps d'arrêt des navires avec EcoQuip2
Le sablage à la vapeur est la méthode de décapage la plus efficace et la plus écologique pour les surfaces de navires et vaisseaux.