Moins d’arrêts causés par la carbonisation de l’adhésif
Carbonisation de l’adhésif, obstructions de buse et produits thermofusibles
Lorsque les propriétés de l’adhésif sont altérées par la dégradation thermique et par l’oxydation, la nature thermoplastique de l’adhésif est perdue, ce qui provoque une surchauffe ou une "carbonisation" de celui-ci.
Dans les processus de conditionnement en bout de chaîne et de fermeture de boîtes et cartons, la carbonisation de l’adhésif est la cause n° 1 de défaillance et d’arrêt des équipements de thermofusion. En fonction de l’application, les coûts globaux dus aux arrêts pour cause de carbonisation de l’adhésif peuvent facilement atteindre 4 000 à 12 000 euros par heure et par ligne.
La carbonisation de l’adhésif accroît les coûts de maintenance et d'exploitation
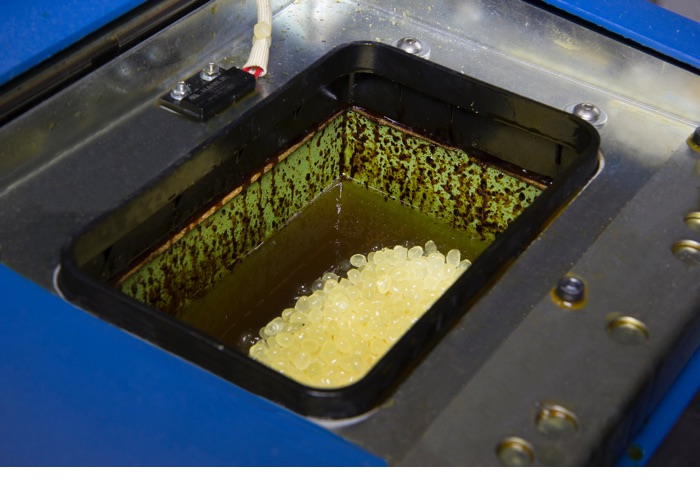
Les systèmes de thermofusion traditionnels comportent un réservoir chauffé contenant pendant des heures, voire des jours, une grande quantité d’adhésif fondu. En plus des différents niveaux de remplissage, ces longs trempages thermiques ont une incidence négative sur la consistance de l'adhésif produisant des morceaux durs de carbonisation d’adhésif qui ne s'écouleront pas dans le système.
Ces morceaux durs d’adhésif carbonisé obstruent les flexibles et les buses de distribution du système, d’où les arrêts non planifiés qui affectent négativement la productivité du processus de production. Les opérateurs de lignes conservent souvent des buses de rechange sous la main comme solution pour réduire les temps d’arrêt de ligne.
Comparables aux plaques qui obstruent les artères, les couches de colle carbonisée s’accumulent à l’intérieur des tuyaux de thermofusion, ce qui complique le maintien d’une viscosité constante de la colle dans l’ensemble du système. Les tuyaux doivent donc être remplacés plus fréquemment. Si la carbonisation de l’adhésif est un problème récurrent, elle finira par atteindre la pompe de la machine, et provoquera une défaillance précoce des joints pour fluide de la pompe et des pistolets.
En fonction du processus de production et de la nature du problème, l’impact de la carbonisation de l’adhésif sur la rentabilité peut être significatif. Exemples de coûts de base des problèmes de carbonisation de l’adhésif (temps d'arrêt non compris) :
- 500 - 1 000 euros : remplacement d’un flexible de thermofusion (240 euros/mètre)
- 1 200 - 4 200 euros : remplacement et pose de la pompe
- 5 800 - 11 600 euros : coût d’investissement d’un groupe supplémentaire
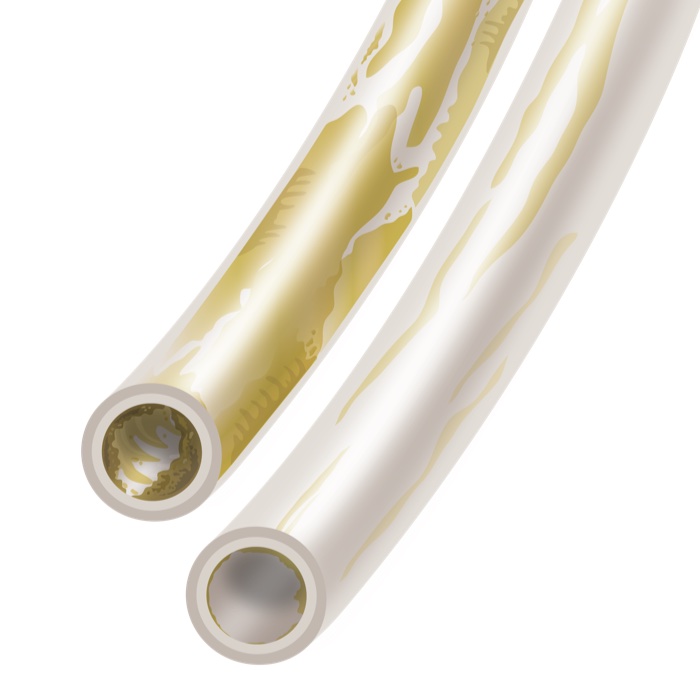
Les couches d’adhésif carbonisé peuvent s’accumuler à l’intérieur des tuyaux
Accumulation d’adhésif carbonisé dans un système de thermofusion traditionnel avec réservoir
Temps d'arrêt causés par le nettoyage des buses et des réservoirs d'adhésif thermofusible
En plus du coût de base de remplacement des pièces à cause de la carbonisation de l’adhésif, les machines avec réservoir chauffant ont souvent besoin d'une maintenance et d'un nettoyage réguliers pour éviter l'accumulation excessive de colle carbonisée. Ces nettoyages peuvent demander un travail intensif et un temps considérable, ce qui vient encore réduire la disponibilité et la productivité.
Il arrive que lees fabricant doive retirer les réservoirs de la ligne pour racler complètement l'accumulation de carbonisation à l'intérieur d'un réservoir. Dans certains cas, des groupes de thermofusion supplémentaires sont disponibles pour maintenir les lignes en fonctionnement lors de ces opérations de routine et pour optimiser le processus. Le raclage d’un réservoir peut prendre au moins une demi-journée, résultant en frais généraux et de main-d’œuvre de 800 à 1 200 euros. Les entreprises ne disposant pas des moyens en interne de racler les réservoirs risquent de devoir les faire nettoyer par un prestataire externe, d’où des frais de remise en état et de transport et des temps d’arrêts prolongés.
Une fois le nettoyage effectué, la technologie avec réservoir a l’inconvénient de gâcher un temps de disponibilité précieux pour atteindre la température de fonctionnement. Pour éviter des arrêts coûteux en cours de production, les opérateurs laissent souvent les systèmes de thermofusion en marche (même lorsque l’usine est fermée), ce qui gâche de l’énergie et réduit d’autant la rentabilité.
La nouvelle technologie de thermofusion élimine le problème de la carbonisation de l’adhésif
Au lieu des réservoirs traditionnels, les nouveaux systèmes de thermofusion avec la technologie Tank-FreeTM (sans réservoir) sont équipés de chambres de fusion spéciales. L'élimination des réservoirs chauffants améliore considérablement la performance des équipements de thermofusion. En accroissant la surface de fusion, ces dispositifs de fusion sont plus efficaces et accélèrent significativement le temps de chauffe atteignant la température de fonctionnement en 10 minutes ou moins en comparaison des temps de démarrage d’au moins 45 minutes avec les réservoirs thermofusibles traditionnels.
L’exposition plus courte de l'adhésif à la chaleur dans ces systèmes réduit également la quantité de carbonisation au sein du système. L’exposition réduite à la chaleur réduit la carbonisation. Le volume fondu est minimal, l’adhésif chaud est distribué rapidement, puis remplacé par un approvisionnement neuf. La réduction de la carbonisation permet de :
- Gaspiller moins de produit
- Réduire l’obstruction des buses
- Réduire la maintenance globale du système
- Allonger la durée de vie des joints pour fluide
- Réduire les temps d'arrêt de lignes de production

Options étendues de matériaux thermofusibles
Avec les machines de thermofusion traditionnelles, certains adhésifs ne sont même pas envisagés en raison de leur tendance à se carboniser. En réponse aux difficultés causées par la carbonisation des adhésifs, certains fabricants utilisent des adhésifs à température stable, plus coûteux. Bien que ces adhésifs puissent être une bonne option à considérer, l'augmentation des coûts a souvent une incidence sur les marges bénéficiaires. Dans l’absolu, le choix de la colle ne devrait jamais être dicté par l’équipement de thermofusion.
Les chambres de fusion des nouveaux systèmes Tank-FreeTM (sans réservoir) augmentent la rentabilité de différentes options d’adhésifs, y compris notamment les métallocènes et l’EVA. Ces options d'adhésifs proposent un prix plus abordable et aident les fabricants à accroître la rentabilité des emballages de bout de chaîne.




Articles connexes
Quelles sont les causes de la carbonisation de l’adhésif thermofusible ?
Surchauffe, contamination et oxydation. Découvrez les trois causes de la carbonisation de l’adhésif et comment les éviter.
La brasserie East Coast améliore le processus de conditionnement de la bière
La brasserie Two Roads recherchait un système de thermofusion plus efficace garantissant la qualité des cartons.
Fabricants de colles thermofusibles
Liste des fabricants de colles thermofusibles pour applications de conditionnement,en particulier, pour la fermeture de boîtes et de cartons.