Förklaring av standarderna för förbehandling av ytor - SSPC/NACE och ISO 8501
Det är svårt att jämföra de två dominerande standarderna för rengöring av slipsprängning, ISO 8501 och SSPC/NACE. Även om de erkänner ungefär samma nivåer av renlighet, klassificerar de dem på motsatta sätt, vilket försvårar jämförelsen.
ATT FÖRSTÅ RENGÖRINGSSTANDARDERNA SSPC/NACE OCH ISO 8501
Det är svårt att jämföra de två dominerande standarderna för rengöring av slipsprängning, ISO 8501 och SSPC/NACE. Även om de erkänner ungefär samma nivåer av renlighet, klassificerar de dem på motsatta sätt, vilket försvårar jämförelsen.
ISO 8501
ISO 8501 publicerades av International Standards Organization 1988, efter att ha kombinerat innehållet från 1967 svenska standard SIS 055900 med tyska DIN 55928. ISO 8501 är en bildstandard som visar utseendet på olika rostkvaliteter i olika renhetsnivåer, även om den också innehåller textbeskrivningar av renhetsnivåerna. ISO 8501 rangordnar renlighetsnivåer enligt det merarbete som krävs.
Sa 1 Light Blast Cleaning
Sa 2 Thorough Blast Cleaning
Sa 3 Blast Cleaning to Visually Clean Steel
SSPC / NACE
I Nordamerika skrevs den ursprungliga ytförbehandlingsstandarden av en arkitektgrupp på 1960-talet för stålarbetare i Pittsburgh. Society for Steel Painting Structures formades runt standarderna. SSPC-standarderna är textbeskrivningar, inte bilder, trots att de åtföljs av visuella vägledningar (VIS) med fotohänvisningar. SSPC/NACE numrerar dem i omvänd ordning med en ökande ytrenlighet.
SP 5 White Metal
SP 6 Commercial
SP 7 Brush Off
Detta var tillräckligt enkelt tills branschen krävde en ny specifikation för en renhetsgrad som kunde sänka kostnaderna genom att ersätta White Metal i situationer där nästan vitt var tillräckligt bra. ISO anpassade det till den upprättade ordningen Sa 2 1/2, Very Thorough Blast Cleaning, men SSPC förbigick ordningen och lade till den kronologiskt som SP 10 Near White. De två versionerna var inte likvärdiga: Sa 2.5 lämnade kvar fläckar, ränder och skuggor på upp till 15 %* på ytan, medan SP 10 endast efterlämnade 5 %.
År 2000 utfärdade SSPC och NACE gemensamma standarder i väntan på en sammanslagning av organisationerna, vilkas medlemskap till stor del överlappades. Sammanslagningen gick igenom, men NACE: nya ordning, som kartlade NACE nr. 1, 2, 3, 4 till SSPC SP 5, 6, 10, 7, kvarstod.
Detta förtydligade saker fram till 2006, då SSPC / NACE introducerade Industrial Blast Cleaning, en ny specifikation mellan Brush Off och Commercial, och klassificerade det kronologiskt som SSPC SP 14 / NACE Nr. 8. ISO avvisade att sätta in den nya specifikationen i deras system som Sa 1.5.
Trots skillnaderna anses renhetsgraderna vanligtvis vara kompatibla. De har liknande tillåtna nivåer av fläckar och tätt vidhäftad rost, glödskal och beläggningar och kan sammanfattas med ett diagram:
*Uppskattat ytområde. ISO 8501-1 är en visuell referens och anger inte uttryckligen procenttalet.
Kontakta en expert
Detta var tillräckligt enkelt tills branschen krävde en ny specifikation för en renhetsgrad som kunde sänka kostnaderna genom att ersätta White Metal i situationer där nästan vitt var tillräckligt bra. ISO anpassade det till den upprättade ordningen Sa 2 1/2, Very Thorough Blast Cleaning, men SSPC förbigick ordningen och lade till den kronologiskt som SP 10 Near White. De två versionerna var inte likvärdiga: Sa 2.5 lämnade kvar fläckar, ränder och skuggor på upp till 15 %* på ytan, medan SP 10 endast efterlämnade 5 %.
År 2000 utfärdade SSPC och NACE gemensamma standarder i väntan på en sammanslagning mellan organisationerna, vilkas medlemskap till stor del överlappades. Sammanslagningen gick igenom, men NACE:s nya ordning, som kartlade NACE nr 1, 2, 3, 4 till SSPC SP 5, 6, 10, 7, kvarstod.
Detta förtydligade saker fram till 2006 då SSPC / NACE introducerade Industrial Blast Cleaning, en ny specifikation mellan Brush Off och Commercial, och klassificerade det kronologiskt som SSPC SP 14 / NACE Nr. 8. ISO avvisade att sätta in den nya specifikationen i deras system som Sa 1.5.
Trots skillnaderna anses renhetsgraderna vanligtvis vara kompatibla. De har liknande tillåtna nivåer av fläckar och tätt vidhäftad rost, glödskal och beläggningar och kan sammanfattas med ett diagram:
*Uppskattat ytområde. ISO 8501-1 är en visuell referens och anger inte uttryckligen procenttalet.
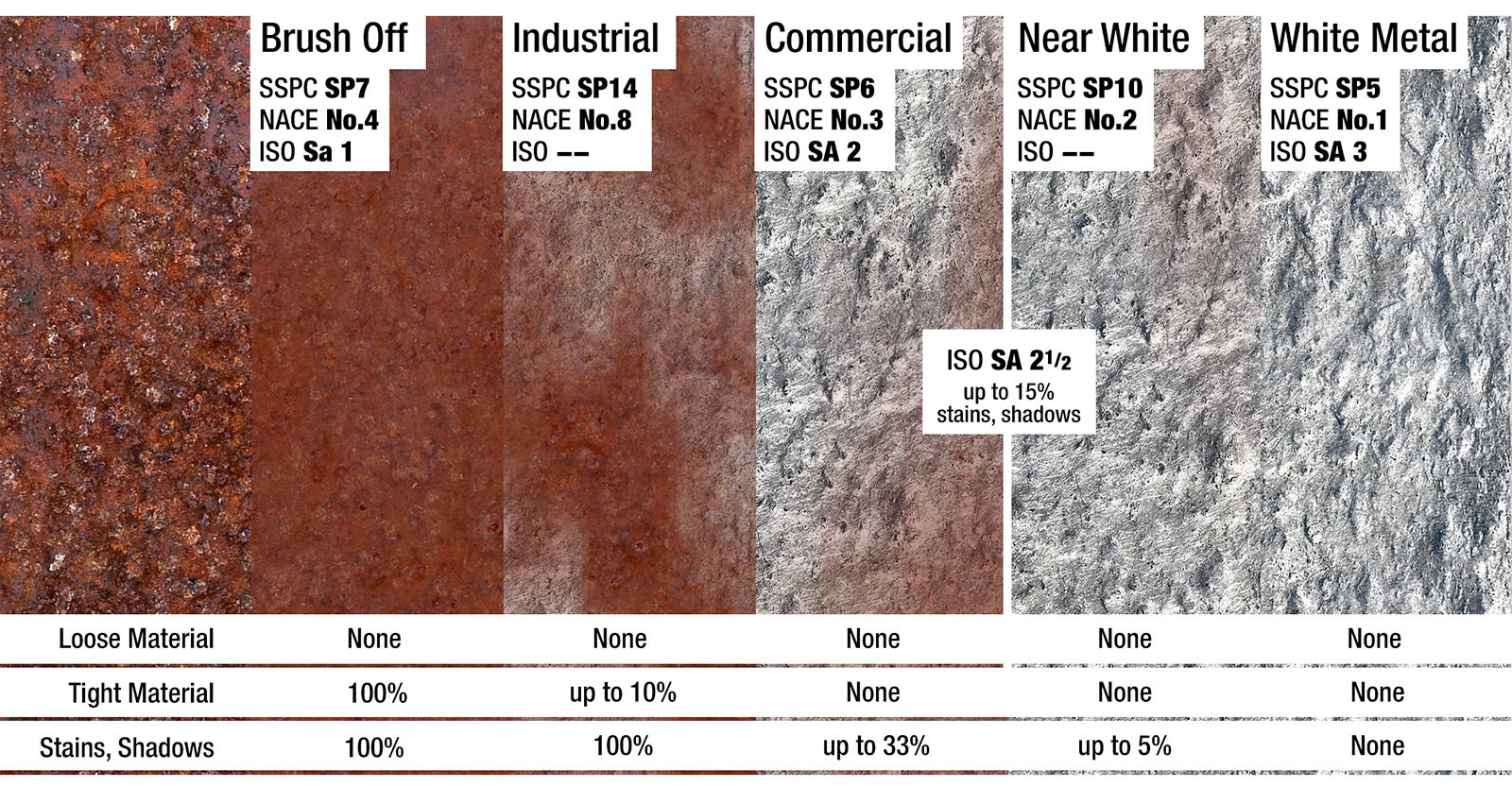
Specifikationerna nämner specifikt fläckar, ränder och skuggor, men de är praktiskt taget desamma: en rest som visar skillnad i färg men utan någon tydlig tjocklek. Tätt vidhäftat material används till allt som inte kan skalas bort med en matt spackelkniv.
Varför ska man ha standarder för förbehandling av yta?
Standarder för förbehandling av yta har man för att maximera färgskiktets livslängd och minimera kostnaderna.
Med ytförberedelser som står för upp till 40 % av kostnaden för ett ommålningsprojekt ser anläggningsägare till att begränsa materialet och timmarna med blästring. White metal är dyrt att uppnå, speciellt på underhållsarbete, och vanligtvis reserverat för kritiska applikationer där kostnaderna för fel är katastrofala. Near white är tillräckligt bra för service i de svåraste miljöerna. Commercial är billigare och lämpligt för icke-frätande atmosfärer och servicemiljöer. Brush Off kommer att spara mest pengar för ägaren på kort sikt om han kan komma undan med det.
När man väljer en beläggning väger ägaren kostnaderna för blästring och målning mot risken för ett för tidigt beläggningsfel. I värsta fall får han måla om inom fem år istället för sju år och kan spara pengar genom att gå från Commercial till Brush-Off. När för tidigt beläggningsfel kan leda till spill av 19 miljoner liter frätande, farlig och dyr kemikalie, väljer han hellre White Metal och en högpresterande beläggning.
Standarder för förbehandling av yta

Tvättning med organiskt lösningsmedel
SP 1 / ISO 8504
Löst vidhäftande material: 100 %
Hårt vidhäftande material: 100 %
Fläckar, ränder, skuggor: 100 %
Slipande blästring avlägsnar inte olja och smörjfett - det smutsar bara ned ytan och orsakar för tidigt färgskiktsfel. Synliga avlagringar av olja, smörjfett och smuts måste rengöras på plats före rengöring av slipande spräng. SP 1 är en förutsättning för de andra specifikationerna för slipande blästring av SSPC.
Standarderna anger många metoder för tvätt med lösningsmedel Den vanligaste metoden - och den minst effektiva - är tvätt med tvål, vatten och en trasa. En smutsig trasa smetar också ut smörjfett och olja: försiktighet måste vidtas för torkning, vikning, repetering och frekventa byten. För stora ytor rekommenderas trycktvätt med tvålvatten, även om tvålrester hindrar beläggningens vidhäftning och bör sköljas bort.
Få fullständiga specifikationer på sspc.org.
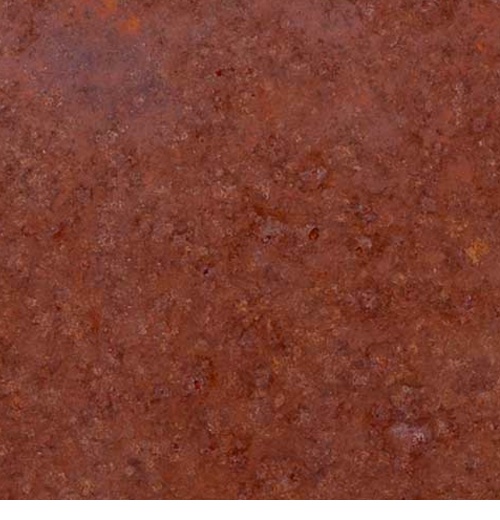
Brush Off
SP 7 / Nace #4 / Sa 1
Lätt blästringsrengöring, sopblästring
Lätt vidhäftande material: 0 %
Hårt vidhäftande material: 100 %
Fläckar, ränder, skuggor: 100 %
Brush Off specificeras för att avlägsna lös rost, glödskal och färgskikt, och rugga upp en yta som förberedelse för ett nytt färgskikt. Tättsittande material får sitta kvar.
Brush Off specificeras där färgskiktets förväntade livslängd är kort, såsom fartygsbottenbehandling, eller i milda atmosfärer och icke-frätande servicemiljöer, såsom utsidan av en tank, på landsbygden.
Få fullständiga specifikationer på sspc.org.
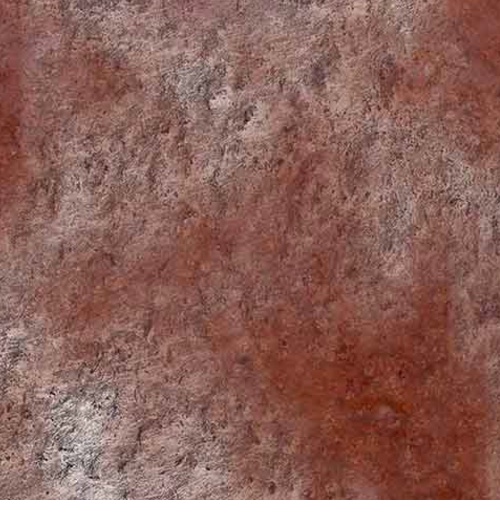
Industrial Blast Cleaning
SP 14 / Nace #8
Lätt vidhäftande material: 0 %
Hårt vidhäftande material: 10 %
Fläckar, ränder, skuggor: 100 %
Industrial Blast Cleaning specificerar att 90 % av det hårt vidhäftande materialet måste bort. Skuggor, ränder och fläckar från rost, glödskal och gamla beläggningar är tillåtna på 100 % av ytan.
Industrial är specifik för förhållanden där det befintliga färgskiktet är tunt, väl vidhäftande och kompatibel med det nya färgskiktet. Det är den senaste blästringsstandaren och inte särskilt specificerad. ISO har ingen motsvarande specifikation.
Få fullständiga specifikationer på sspc.org.
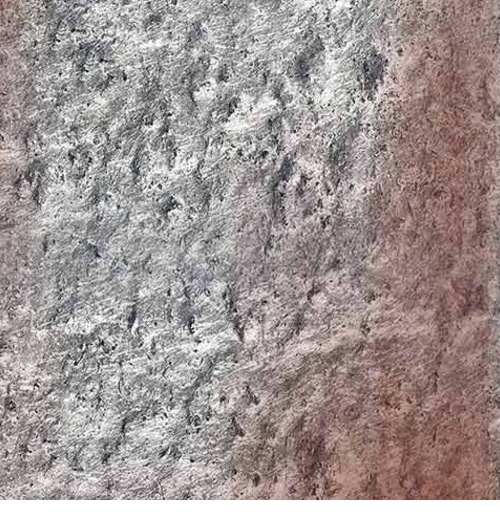
Commercial Blast Cleaning
SP 6 / Nace #3 / Sa 2
Grundlig blästringsrengöring
Löst vidhäftande material: 0 %
Hårt vidhäftande material: 0 %
Fläckar, ränder, skuggor: 33 %
Commercial Blast Cleaning anger att allt tätt vidhäftande material måste bort. Skuggor, streck och fläckar kan vara kvar på upp till 33 % av ytan.
Commercial anges när en hög, men inte perfekt renhetsgrad är garanterad. Det är vanligt att måla om produkter som fungerar i icke-frätande miljöer och atmosfärer, till exempel tankar och broar.
Få fullständiga specifikationer på sspc.org.
Near White blästringsrengöring
SP 10 / Nace #2 / Sa 2.5
aka Mycket grundlig blästringsrengöring
Lätt vidhäftande material: 0 %
Hårt vidhäftande material: 0 %
Fläckar, ränder, skuggor: SP 10 5 %, Sa 2 ½ 15 %
Near White blästringsrengöring specificerar att skuggor, streck och fläckar måste begränsas till 5 % av ytan. Near White anges när den extra fördelen med sprängning till White Metal inte motiverar den extra kostnaden.
Near White är vanligtvis specificerat för högpresterande beläggningar på stål som utsätts för svåra miljöförhållanden, såsom kemiska spill och ångor, hög luftfuktighet och närhet till saltvatten. Det är vanligtvis specificerat för offshore-plattformar, varv och andra marina miljöer.
Få fullständiga specifikationer på sspc.org.

White Metal-blästringsrengöring
SP 5 / Nace #1 / Sa 3
Blästring för rent till synbart rent stål
Lätt vidhäftande material: 0 %
Hårt vidhäftande material: 0 %
Fläckar, ränder, skuggor: 0 %
White Metal är den högsta graden av slipande rengöring. Inga skuggor, ränder eller fläckar tillåts. När ytan ses utan förstoring ska den vara fri från all synlig olja, fett, damm, smuts, glödskal, rost, beläggning, oxider, korrosionsprodukter och annat främmande material.
White Metal specificeras för stål som betjänar under höga temperaturer, högt tryck och frätande miljöer, och i de fall de katastrofala konsekvenserna av beläggningsfel motiverar den extra kostnaden, såsom kärnreaktorer, turbiner, kemiska tankbeläggningar, ubåtar etc.
Få fullständiga specifikationer på sspc.org.
Använda standarderna
ISO 8501 är en bildstandard som innehåller referensfotografier som illustrerar hur varje blästringsspecifikation ser ut på olika rostkvaliteter och initiala förhållanden. Den finns i ett inbundet A5-format som kan direkt jämföras med ytan. SSPC/NACE säljer också visuella guider för direkt jämförelse med ytor, men de skriftliga beskrivningarna är standarden. Att bedöma procentsatser av fläckar är något som gör att man ofta tar fram linjalen. Att förbereda en jobbstandard är bra praxis för att undvika tvister:
- Avgränsa ett provområde
- Förbered ytan enligt specifikation
- Få en överenskommelse från intressenterna om att det förberedda provet uppfyller specifikationen
- Applicera en klar beläggning för att bevara utseendet
Ytberedningsstandarder ger en grund för ett servicenivåavtal mellan blästrare, entreprenörer, inspektörer och projektägare. Att känna till standarderna är viktigt för alla slipande blästrar och är en nödvändighet för certifierade blästrare.
Specifikationerna innehåller detaljerade metoder och metoder för att förbereda ytor. De uppdateras ofta, så hänvisa till dem med namn, datum, utgåvans nummer och komplettera när du diskuterar projektstandarder.
Kontakta en blästringsexpert
Har du produktfrågor?
Teknisk support
+32 89 770 847
Måndag till fredag
08.30–17.00 centraleuropeisk tid
Allmän support
+32 89 770 865
Måndag till fredag
08.30–17.00 centraleuropeisk tid