Objaśnienie norm dotyczących przygotowania powierzchni – SSPC/NACE i ISO 8501
Dwie dominujące normy dot. czyszczenia strumieniowo-ściernego, ISO 8501 oraz połączone normy SSPC/NACE, są niezwykle trudne do porównania, ponieważ są one klasyfikowane w odmienny sposób. Chociaż odnoszą się mniej więcej do tych samych poziomów czystości, klasyfikują je zupełnie inaczej, co sprawia, że trudniej jest wyciągnąć jednoznaczne wnioski.
OBJAŚNIENIE NORM SSPC/NACE i ISO 8501 DOTYCZĄCYCH CZYSZCZENIA STRUMIENIOWO-ŚCIERNEGO
Dwie dominujące normy dot. czyszczenia strumieniowo-ściernego, ISO 8501 i połączone normy SSPC/NACE, trudno jest porównywać, ponieważ są one różnie klasyfikowane. Chociaż uznają mniej więcej te same poziomy czystości, klasyfikują je na przeciwne sposoby, zaciemniając obraz.
ISO 8501
Norma ISO 8501 została opublikowana przez Międzynarodową Organizację Normalizacyjną w roku 1988 po połączeniu treści szwedzkiej normy SIS 055900 z roku 1967 i niemieckiej normy DIN 55928. ISO 8501 jest normą poglądową pokazująca wygląd różnych stopni korozji przy różnych poziomach czystości, chociaż zawiera także tekstowe opisy poziomów czystości. ISO 8501 klasyfikuje poziomy czystości według wzrastających nakładów pracy.
Sa 1 Lekkie czyszczenie strumieniowe
Sa 2 Dokładne czyszczenie strumieniowe
Sa 3 Czyszczenie strumieniowe do wizualnie czystej stali
SSPC / NACE
W Ameryce Północnej pierwsza norma dot. przygotowania powierzchni została napisana przez grupę architektoniczną w latach 60. XX wieku dla hutników w Pittsburghu. W związku z tymi normami zostało utworzone Stowarzyszenie malowania konstrukcji stalowych. Normy SSPC mają formę opisów tekstowych, nie są poglądowe, chociaż towarzyszą im obrazowe przewodniki (VIS) ze zdjęciami. Normy SSPC/NACE nadają im numerację w odwrotnej kolejności, przy zwiększającej się czystości powierzchni.
SP 5 „Biały metal” (White Metal)
SP 6 Klasa „komercyjna” (Commercial)
SP 7 Klasa „szczotkowania” (Brush Off)
Było to wystarczająco dobre, dopóki przemysł nie zażądał nowej specyfikacji dla klasy czystości, która mogłaby obniżyć koszty poprzez zastąpienie „białego metalu” w sytuacjach, w których „prawie biały” byłby wystarczająco dobry. ISO dostosowała go do ustalonej klasyfikacji jako Sa 2 1/2, Bardzo dokładne czyszczenie strumieniowe, jednakże SSPC wyszło poza ustalony porządek rzeczy, określając go chronologicznie jako SP 10 Prawie biały. Te dwie wersje nie były sobie równe: Klasa Sa 2.5 dopuszczała plamy, smugi i cienie rdzy, pozostałości zgorzeliny i powłok w ilości do 15%* powierzchni, podczas gdy SP 10 dopuszczała tylko 5%.
W 2000 roku SSPC i NACE wydały wspólne normy w oczekiwaniu na połączenie tych organizacji, w których było wielu tych samych członków. Połączenie nie doszło do skutku, ale nowa klasyfikacja NACE, która odwzorowała klasy NACE nr 1, 2, 3, 4 w klasach SSPC SP 5, 6, 10, 7, utrzymała się.
To wyjaśniło sytuację do roku 2006, kiedy SSPC/NACE wprowadziły Przemysłowe czyszczenie strumieniowe, nową specyfikację klasy między „szczotkowaniem” a „komercyjną” i sklasyfikowała ją chronologicznie jako SSPC SP 14 / NACE nr 8. ISO odmówiła wstawienia nowej specyfikacji do swojego systemu jako Sa 1.5.
Pomimo różnic ogólnie uważa się, że stopnie/klasy czystości są między sobą kompatybilne. Odzwierciedlają one podobne dopuszczalne poziomy ilości plam i ściśle przylegającej rdzy, zgorzeliny i powłok i można je podsumować w tabeli:
*Szacunkowy obszar powierzchni. ISO 8501-1 zawiera odniesienia wizualne i nie podaje sprecyzowanych wartości procentowych.
Skontaktuj się z ekspertem
Takie rozwiązanie okazałoby się wystarczające, gdyby przemysł nie zażądał nowej specyfikacji dla klasy czystości, która mogłaby obniżyć koszty poprzez zastąpienie „białego metalu” w sytuacjach, w których wystarczającą jakość zapewniałby wariant „prawie biały”. ISO dostosowała go do ustalonej klasyfikacji jako Sa 2 1/2, Bardzo dokładne czyszczenie strumieniowe, jednakże SSPC wyszło poza ustalony porządek rzeczy, określając go chronologicznie jako SP 10 Prawie biały. Te dwie wersje nie były sobie równe: Klasa Sa 2.5 dopuszczała plamy, smugi i cienie rdzy, pozostałości zgorzeliny i powłok w ilości do 15%* powierzchni, podczas gdy SP 10 dopuszczała tylko 5%.
W 2000 roku SSPC i NACE wydały wspólne normy w oczekiwaniu na połączenie tych organizacji, w których było wielu tych samych członków. Połączenie nie doszło do skutku, ale nowa klasyfikacja NACE, która odwzorowała klasy NACE nr 1, 2, 3, 4 w klasach SSPC SP 5, 6, 10, 7, utrzymała się.
To wyjaśniło sytuację do roku 2006, kiedy SSPC/NACE wprowadziły Przemysłowe czyszczenie strumieniowe, nową specyfikację klasy między „szczotkowaniem” a „komercyjną” i sklasyfikowała ją chronologicznie jako SSPC SP 14 / NACE nr 8. ISO odmówiła wstawienia nowej specyfikacji do swojego systemu jako Sa 1.5.
Pomimo różnic ogólnie uważa się, że stopnie/klasy czystości są między sobą kompatybilne. Odzwierciedlają one podobne dopuszczalne poziomy ilości plam i ściśle przylegającej rdzy, zgorzeliny i powłok i można je podsumować w tabeli:
*Szacunkowy obszar powierzchni. ISO 8501-1 zawiera odniesienia wizualne i nie podaje sprecyzowanych wartości procentowych.
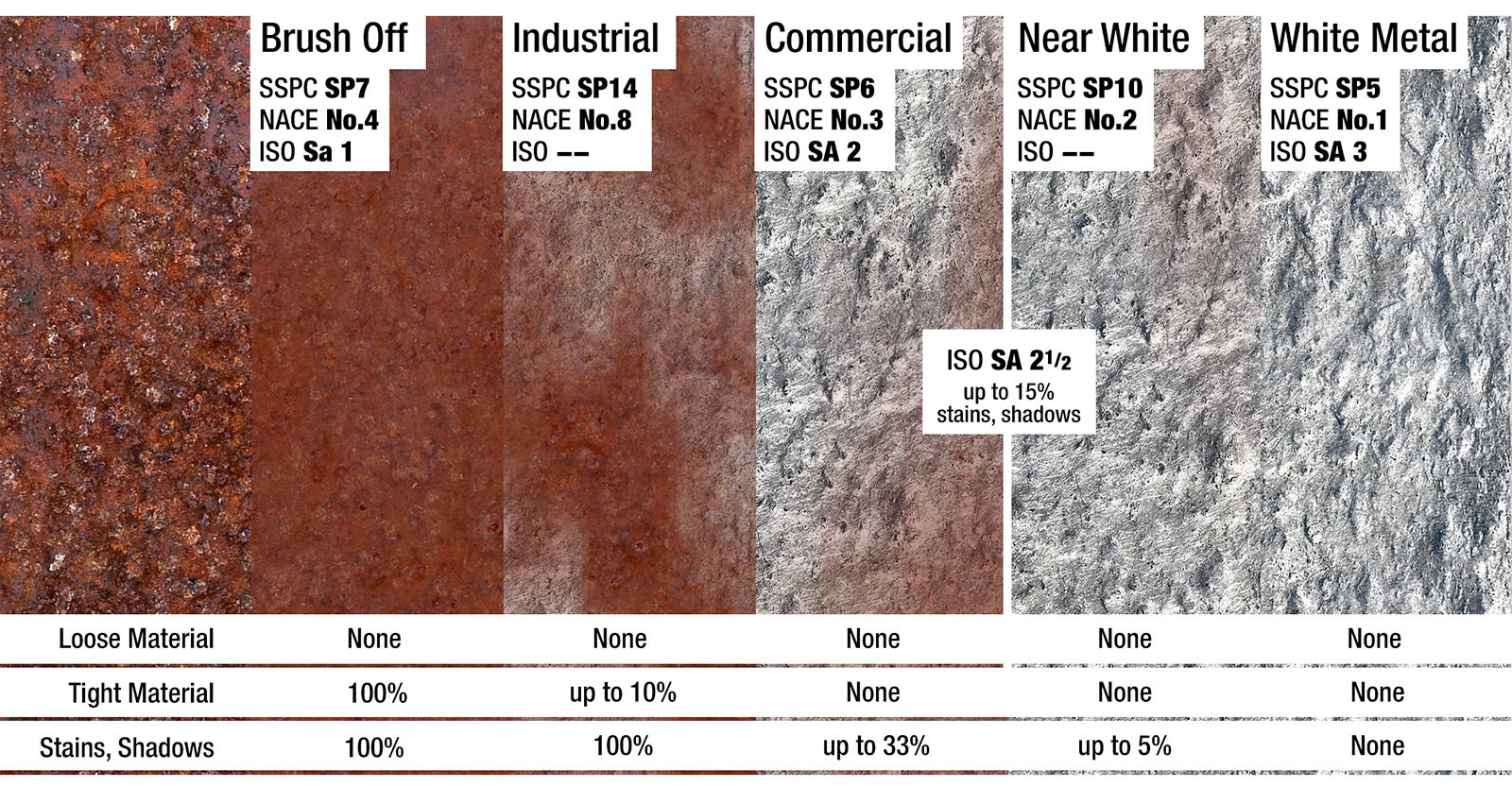
Specyfikacje wyszczególniają plamy, smugi i cienie, ale są one praktycznie takie same: osady wykazujące różnice w kolorze, ale nie mające mierzalnej grubości. Materiał ściśle przylegający, oznacza każdy materiał, którego nie można usunąć tępą szpachelką.
Po co są normy przygotowania powierzchni?
Normy przygotowania powierzchni zostały opracowane w celu maksymalizacji żywotności powłok i minimalizacji kosztów.
Ponieważ przygotowanie powierzchni pochłania nawet 40% kosztów projektu ponownego malowania, właściciele obiektów starają się ograniczyć ilość materiału i liczbę godzin zużytych na czyszczenie strumieniowe. Klasa „Biały metal” jest droga w realizacji, szczególnie przy pracach konserwacyjnych i zwykle rezerwuje się ją dla zastosowań krytycznych, w których koszt ewentualnego niepowodzenia byłby katastrofalny. Klasa „Prawie biały” jest wystarczająco dobra do stosowania w najtrudniejszych środowiskach. Klasa „Komercyjna” jest tańsza i nadaje się do atmosfer niekorozyjnych oraz środowisk serwisowych. Klasa „Szczotkowania” zaoszczędzi właścicielowi najwięcej pieniędzy w krótkim okresie, jeśli obecnie może sobie pozwolić na duże koszty.
Wybierając powłokę, właściciel musi rozważyć koszty czyszczenia strumieniowego i malowania w stosunku do ryzyka przedwczesnego uszkodzenia powłoki. Jeśli najgorszym scenariuszem jest to, że będzie musiał ponownie malować za 5 lat zamiast 7, może zaoszczędzić pieniądze, redukując klasę czystości z „Komercyjnej” do „Szczotkowania”. Jeśli przedwczesne uszkodzenie powłoki może spowodować rozlanie dwudziestu milionów litrów żrących, niebezpiecznych i drogich chemikaliów, skłoni się do klasy „Biały metal” i powłoki o wysokich parametrach.
Normy dotyczące przygotowania powierzchni

Czyszczenie rozpuszczalnikiem
SP 1 / ISO 8504
Luźno przylegający materiał: 100%
Ściśle przylegający materiał: 100%
Plamy, smugi, cienie: 100%
Czyszczenie strumieniowo-ścierne nie usunie oleju ani smarów – rozmaże je tylko po powierzchni, powodując przedwczesne uszkodzenie powłoki. Widoczne osady oleju, smaru i brudu należy oczyścić punktowo przed czyszczeniem strumieniowo-ściernym. SP 1 jest warunkiem wstępnym dla innych specyfikacji obróbki strumieniowo-ściernej wg SSPC.
Normy wymieniają wiele metod czyszczenia rozpuszczalnikiem. Najczęstszą metodą – ale najmniej skuteczną – jest mycie mydłem, wodą i szmatą. Brudna szmata będzie również rozmazywać tłuszcz i olej: należy zadbać o to, żeby często ją płukać, prać i wymieniać. W przypadku dużych powierzchni zaleca się mycie ciśnieniowe roztworem wody z mydłem. Niemniej jednak, ze względu na fakt, iż pozostałości mydła zmniejszają przyczepność powłok, należy pamiętać o ich spłukiwaniu.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org
Szczotkowanie
SP 7 / Nace Nr 4 / Sa 1
znane również jako lekkie czyszczenie strumieniowe, obróbka strumieniowa omiatająca
Luźno przylegający materiał: 0%
Ściśle przylegający materiał: 100%
Plamy, smugi, cienie: 100%
Szczotkowanie określa się jako usunięcie luźnej rdzy, zgorzeliny i powłok oraz równomierne szorstkowanie powierzchni w celu przygotowania pod nową powłokę. Ściśle przylegające materiały mogą pozostać.
Szczotkowanie zalecane jest wszędzie tam, gdzie oczekiwany okres trwałości powłoki jest krótki, np. powłoka przeciwporostowa na kadłubach statków lub w łagodnych atmosferach i niekorozyjnych środowiskach serwisowych, co dotyczy na przykład zewnętrznych powierzchni zbiorników na obszarach wiejskich.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org.
Przemysłowe czyszczenie strumieniowe
SP 14 / Nace nr 8
Luźno przylegający materiał: 0%
Ściśle przylegający materiał: 10%
Plamy, smugi, cienie: 100%
Przemysłowe czyszczenie strumieniowe wymaga, żeby 90% ściśle przylegającego materiału zostało usunięte. Cienie, smugi i plamy z rdzy, zgorzeliny i starych powłok są dozwolone na 100% powierzchni.
Klasa przemysłowa jest przeznaczona do warunków, w których istniejąca powłoka jest cienka, dobrze przylegająca i kompatybilna z nową powłoką. Jest to najnowsza norma obróbki strumieniowo-ściernej, która nie jest szeroko stosowana. ISO nie posiada analogicznej specyfikacji.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org.
Komercyjne czyszczenie strumieniowe
SP 6 / Nace Nr 3 / Sa 2
znane również jako dokładne czyszczenie strumieniowe
Luźno przylegający materiał: 0%
Ściśle przylegający materiał: 0%
Plamy, smugi, cienie: 33%
Komercyjne czyszczenie strumieniowe wiąże się z tym, że wszystkie ściśle przylegające produkty muszą zniknąć. Cienie, smugi i plamy mogą pozostawać nawet na 33% powierzchni.
Klasę komercyjną zaleca się, gdy uzasadniony jest wysoki, ale nie idealny stopień czystości. Jest powszechnie stosowana w przypadku ponownego malowania obiektów znajdujących się w niekorozyjnych środowiskach i atmosferach, takich jak zbiorniki i mosty.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org.
Czyszczenie strumieniowe klasa „Prawie białe”
SP 10 / Nace nr 2 / Sa 2.5
Znane także jako bardzo dokładne czyszczenie strumieniowe
Luźno przylegający materiał: 0%
Ściśle przylegający materiał: 0%
Plamy, smugi, cienie: SP 10 5%, Sa 2 ½ 15%
Klasa czyszczenia strumieniowego „Prawie białe” wymaga, aby cienie, smugi i plamy zostały ograniczone do 5% pola powierzchni. Opcja „Prawie białe” jest określana, gdy dodatkowa korzyść z czyszczenia strumieniowego do klasy „Biały metal” nie uzasadnia dodatkowego kosztu.
Klasę „Prawie białe” zwykle wybiera się dla powłok o wysokich parametrach na stali narażonej na trudne warunki środowiskowe, takich jak wycieki substancji chemicznych i opary, wysoka wilgotność i bliskość słonej wody. Jest powszechnie ustanawiana dla morskich platform wiertniczych, stoczni i innych środowisk nadmorskich.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org.

Czyszczenie strumieniowe klasa „Biały metal”
SP 5 / Nace Nr 1 / Sa 3
Znane też jako czyszczenie strumieniowe do wizualnie czystej stali
Luźno przylegający materiał: 0%
Ściśle przylegający materiał: 0%
Plamy, smugi, cienie: 0%
Klasa „Biały metal” oznacza najwyższy stopień czyszczenia strumieniowo-ściernego. Nie dopuszcza się żadnych cieni, smug ani plam. Powierzchnia oglądana bez powiększenia ma być wolna od wszelkiego widocznego oleju, smaru, pyłu, brudu, zgorzeliny, rdzy, powłok, tlenków, produktów korozji i innych ciał obcych.
Klasa „Biały metal” stosowana jest w przypadku stali pracującej w wysokich temperaturach, przy wysokich ciśnieniach i w środowiskach korozyjnych, a także w przypadkach, kiedy katastrofalne konsekwencje ewentualnego zniszczenia powłoki uzasadniają dodatkowe koszty, tj.: reaktory jądrowe, turbiny, wykładziny zbiorników chemicznych, okręty podwodne itp.
Zapoznaj się z pełną specyfikacją w witrynie sspc.org.
Stosowanie norm
ISO 8501 to poglądowa norma zawierająca zdjęcia referencyjne, które ilustrują, jaki obraz daje każda specyfikacja czyszczenia strumieniowego dla różnych poziomów korozji i warunków początkowych. Wydawana jest w formacie A5 z twardą oprawą, co umożliwia bezpośrednie porównanie z powierzchnią. Normy SSPC/NACE zawierają również przewodniki wizualne do bezpośredniego porównania z powierzchniami, ale standardem są opisy pisemne. Ocena procentowej ilości plam jest nieprecyzyjna, co często powoduje konieczność ustalenia zasad. Przygotowanie normy dla zadania jest najlepszą praktyką unikania sporów:
- Wytycz obszar próbki
- Przygotuj powierzchnię wg specyfikacji
- Uzyskaj potwierdzenie zleceniodawcy, że przygotowana próbka spełnia specyfikację
- Nałóż przezroczystą powłokę, aby zachować wygląd
Normy przygotowania powierzchni stanowią podstawę do uzgodnienia poziomu usług między wykonawcami obróbki strumieniowej, dostawcami, inspektorami i właścicielami obiektów. Znajomość norm jest ważna dla każdego wykonawcy obróbki strumieniowo-ściernej i jest konieczna dla jej certyfikowanych wykonawców.
Specyfikacje zawierają szczegółowe opisy metod i praktyk przygotowania powierzchni. Są one często aktualizowane, dlatego przy omawianiu norm dla projektu należy się do nich odwoływać według nazwy, daty, numeru wydania i ew. uzupełnień.