Wykrywanie i klasyfikacja wad stali podczas przygotowania powierzchni
Powłoki podczas utwardzania kurczą się, co skutkujeich małą grubością na ostrych krawędziach i spawach, a to z kolei jest klasyczną przyczyną powstawania uszkodzeń na powłokach.
Naprawa wad zwykle nie wchodzi w zakres zadania wykonawcy obróbki strumieniowo-ściernej, ale gdy mamy obowiązek przygotowania powierzchni, wymagane jest, aby powłoka dobrze przylegała, a wady powierzchni mogą temu przeszkodzić. Pracownik wykonujący obróbkę strumieniowo-ścierną jest podczas realizacji zadania jedyną osobą, która obserwuje każdy centymetr kwadratowy stalowej powierzchni, co sprawia, że jednocześnie jest on ostatnią linią obrony w procesie wyszukiwania wad.
Znajdowanie i raportowanie wad jest nie tylko ważne, ale i mile widziane. Świadczenie tej dodatkowej usługi jest dobrym sposobem na wywarcie dobrego wrażenia i odróżnienia się od konkurencji. Ale najpierw trzeba wiedzieć, czego szukać.
Trzy rodzaje wad powierzchni stalowych
Norma ISO 8501-3, „Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów”, dzieli wady na trzy kategorie:
• Spawy
• Krawędzie
• Powierzchnie stalowe jako takie
Podczas kontroli pod kątem wad należy zwrócić szczególną uwagę na połączenia spawane, przecięcia, przebicia i nacięcia. Aby odnaleźć wystające elementy, załóż rękawice i przesuń dłonią po miejscach, w których mogą występować nieprawidłowości. Niektóre występy, takie jak rozpryski spawalnicze, mogą być usuwane w drodze obróbki strumieniowo-ściernej. Inne będą wymagały zeszlifowania.
Jeśli zostaniesz poproszony o zeszlifowanie występów za pomocą elektronarzędzi, ważne jest, abyś nie pozostawił żadnych śladów w postaci chropowatości, zadziorów czy połysku. Ważne jest również, aby podczas szlifowania wad nie zmniejszyć masy podłoża, tzn. aby nie była ona mniejsza niż masa otaczającej powierzchni metalowej, ani nie szlifować w sposób powodujący generowanie nadmiernej ilości ciepła, ponieważ w obu przypadkach doprowadzi to do osłabienia stali. Po zeszlifowaniu wad powinno się je również sprawdzić ręką w rękawicy, aby upewnić się, że w trakcie tego procesu nie powstało więcej ostrych krawędzi.
Skoro wiemy już jakiego rodzaju wad należy szukać, teraz przyjrzyjmy się różnym stopniom przygotowania powierzchni.
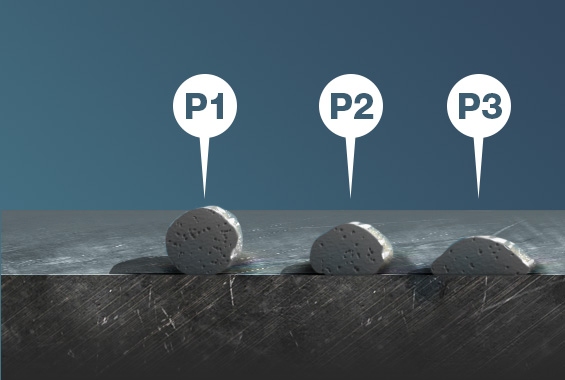
Odpowiednie przygotowanie
Istnieją trzy stopnie obróbki powierzchni stalowych związane z usuwaniem widocznych usterek, określone w normie ISO 8501-3:
P1 Lekkie przygotowanie: przed nałożeniem farby nie ma potrzeby przygotowania powierzchni lub powierzchnia wymaga jedynie minimalnego przygotowania;
P2 Dokładne przygotowanie: naprawienie większości usterek;
P3 Bardzo dokładne przygotowanie: powierzchnia jest wolna od znaczących i widocznych usterek.
Decydując o stopniu przygotowania, należy się upewnić, że przygotowujemy powierzchnię zgodnie ze specyfikacjami, biorąc pod uwagę szczególnie to, że jedno zadanie produkcyjne może wymagać różnych stopni przygotowania — na przykład: P1 na stronie wewnętrznej i P3 dla ściany zewnętrznej.
Uzgodnienie ze wszystkimi zainteresowanymi stronami stopni przygotowania i sposobu postępowania z określonymi widocznymi usterkami przed rozpoczęciem pracy może zaoszczędzić czas i wysiłek.
Ujawnione usterki, wady i stopnie przygotowania
Skontaktuj się z ekspertem
Rozpryski spawalnicze
Podczas przenoszenia drutu do spoiny w roztopionym jeziorku spawalniczym dochodzi do zaburzenia. Zaburzenie to, zwykle spowodowane zbyt niskim napięciem lub zbyt wysokim natężeniem prądu, powoduje rozpryskiwanie materiału spawalniczego na powierzchni stali.
Stopnie przygotowania
P1 - Wolna od wszelkich luźnych rozprysków spawalniczych (a)
P2 - Wolna od wszelkich luźnych i lekko przylegających rozprysków spawalniczych (a+b)
P3 - Na powierzchni nie mogą znajdować się żadne rozpryski spawalnicze. (a + b + c)
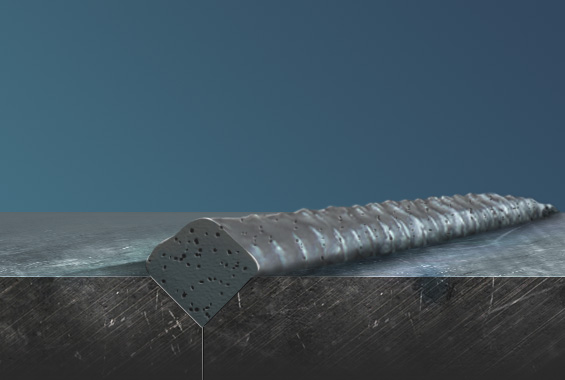
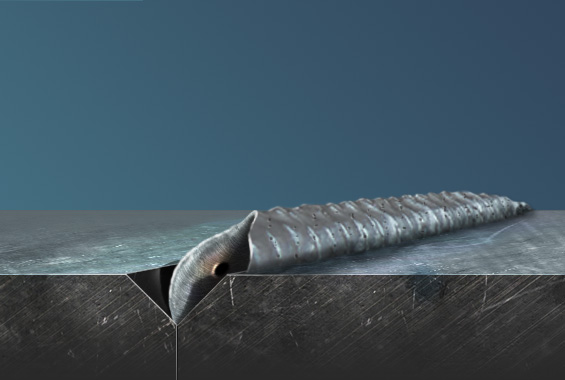
Falowanie/profil spawu
Oscylacje powierzchni w jeziorku spawalniczym zostały zestalone w postaci drobnych fal na długości profilu ściegu.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Powierzchnię należy obrobić w celu usunięcia nieregularnych i ostrokrawędziowych profili
P3 - Powierzchnię należy w pełni obrobić, tj. powinna być gładka
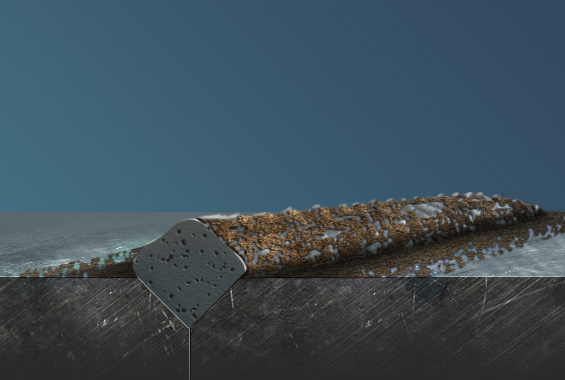
Żużel spawalniczy
Jest to proces odtleniania odbywający się pomiędzy powłoką topnika, powietrzem i powierzchnią i osadza się jako pozostałość na ściegu spoiny spawalniczej oraz wokół niej.
Stopnie przygotowania
P1 - Powierzchnia musi być wolna od żużla spawalniczego
P2 - Powierzchnia musi być wolna od żużla spawalniczego
P3 - Powierzchnia musi być wolna od żużla spawalniczego
Podcięcie
Wada spoiny, rowek lub krater w pobliżu brzegu ściegu spoiny, skutkująca słabym wiązaniem i podatnością na pękanie.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Powierzchnia musi być wolna od ostrych i głębokich podcięć
P3 - Powierzchnia musi być wolna od ostrych i głębokich podcięć
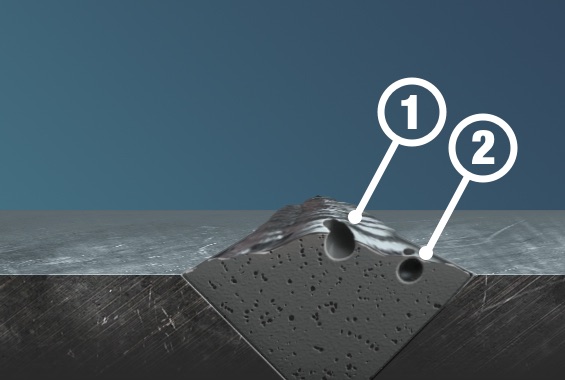
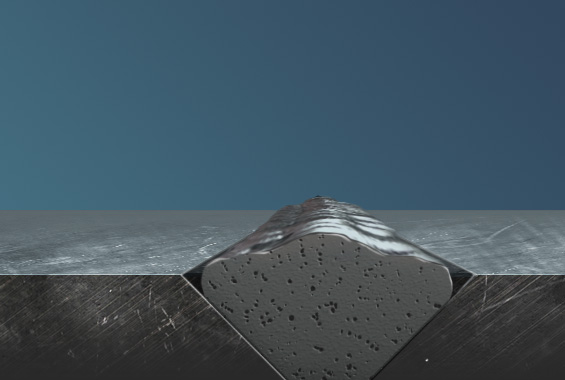
Porowatość spoiny
Porowatość spoiny to powszechna wada spawalnicza. Gdy do obrabianego metalu stosowany jest palnik, uwalniane są gazy, które są absorbowane w stopionym metalu. W miarę stygnięcia metalu uwalniają się z niego gazy, tworząc pory.
Stopnie przygotowania
1 - Widoczne
2 - Niewidoczne (mogą się otworzyć po czyszczeniu strumieniowo-ściernym)
P1 - Bez przygotowania
P2 - Pory w powierzchni muszą być wystarczająco otwarte, aby umożliwić wnikanie farby
P3 - Powierzchnia musi być wolna od widocznych porów
Krater na końcu spawu
Niepoprawna technika spawania; wada ta występuje w razie przerwania łuku, co powoduje powstanie krateru.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Kratery na końcu spoiny muszą być wolne od ostrych krawędzi
P3 - Powierzchnia musi być wolna od widocznych kraterów na końcach spoin
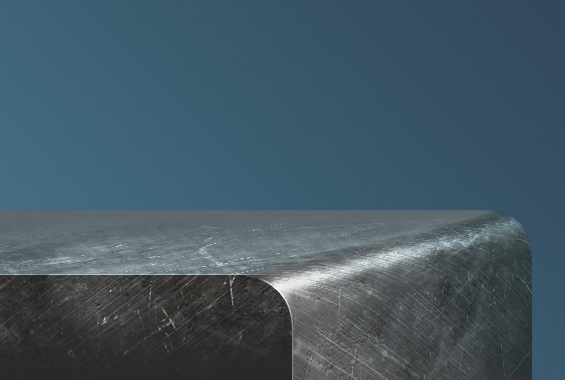
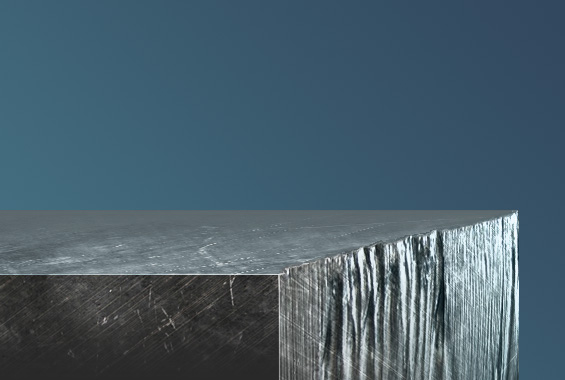
Walcowane krawędzie
Gdy krawędź została utworzona tak, żeby przejście pomiędzy płaszczyznami powierzchni następowało stopniowo, w sposób krzywoliniowy.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Bez przygotowania
P3 - Krawędzie muszą być zaokrąglone promieniem nie mniejszym niż 2 mm
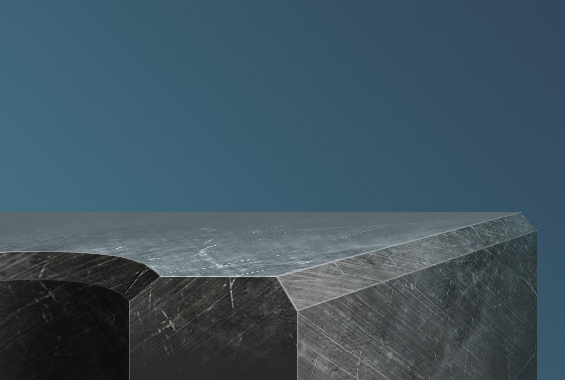
Krawędzie: wykrawanie, ścinanie, piłowanie, wiercenie
Brzegi krawędzi wykonanych podczas produkcji za pomocą narzędzi do wykrawania, ścinania, piłowania lub wiercenia.
Stopnie przygotowania
P1 - Żadna część krawędzi nie może być ostra; krawędź musi być wolna od zadziorów
P2 - Żadna część krawędzi nie może być ostra; krawędź musi być wolna od zadziorów
P3 - Krawędzie muszą być zaokrąglone promieniem nie mniejszym niż 2 mm
Krawędzie cięcia termicznego
Gdy do cięcia stali stosuje się łuk plazmowy, spalanie acetylenu i tlenu lub inny proces termiczny.
Stopnie przygotowania
P1 - Powierzchnia musi być wolna od żużla i luźnej zgorzeliny
P2 - Żadna część krawędzi nie może mieć nieregularnego profilu
P3 - Czoło cięcia należy usunąć, a krawędzie powinny być zaokrąglone
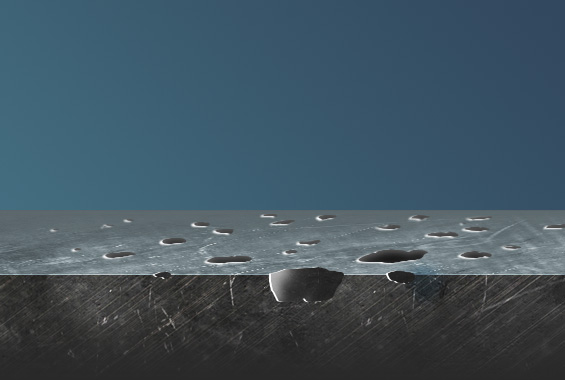
Jamy i kratery
Gdy korozja, o wielu lokalnych odmianach, prowadzi do małych perforacji na stalowym podłożu.
Stopnie przygotowania
P1 - Jamy i kratery muszą być wystarczająco otwarte, aby umożliwić wnikanie farby.
P2 - Jamy i kratery muszą być wystarczająco otwarte, aby umożliwić wnikanie farby.
P3 - Powierzchnia musi być wolna od jam i kraterów
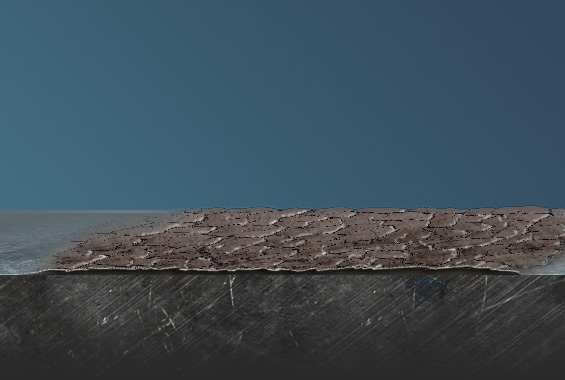
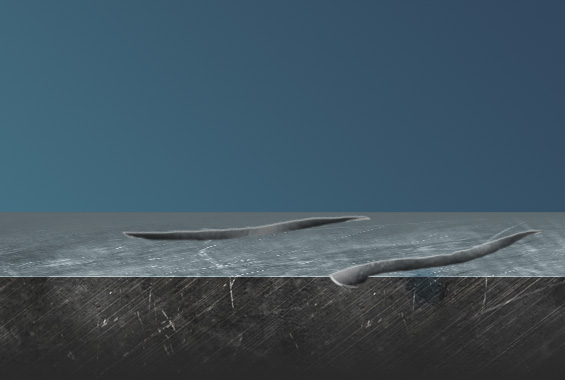
Łuski/płaty/sploty
Warstwa korozji w stali powodująca oddzielenie się i podniesienie skorodowanej powierzchni, która tworzy splecioną, łuszczącą się teksturę skorupy.
Stopnie przygotowania
P1 - Powierzchnia musi być wolna od wzniesionego materiału
P2 - Powierzchnia musi być wolna od widocznych łusek
P3 - Powierzchnia musi być wolna od widocznych łusek
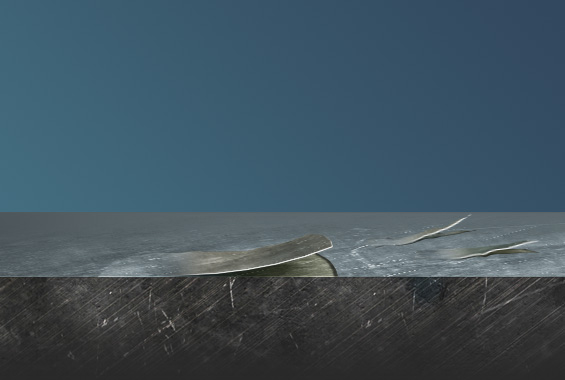
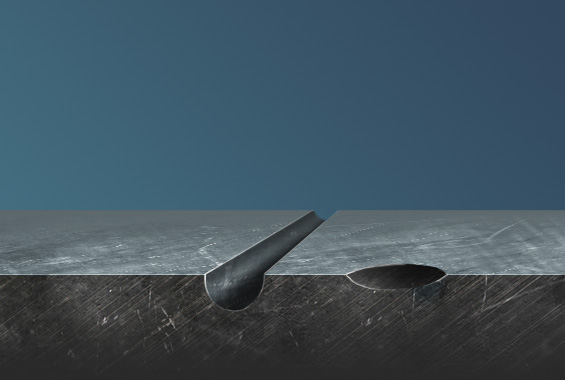
Odwinięcia / przecięte pokrycia
Wada produkcyjna wcinająca się w powierzchnię, powodująca wystawanie fragmentu cienkiego pokrycia.
Stopnie przygotowania
P1 - Powierzchnia musi być wolna od wzniesionego materiału
P2 - Powierzchnia musi być wolna od widocznych odwinięć / przecięć pokrycia
P3 - Powierzchnia musi być wolna od widocznych odwinięć / przecięć pokrycia
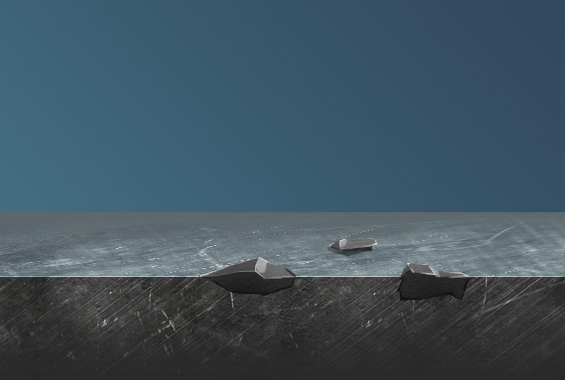
Wwalcowane ciała obce
Wada zdarzająca się podczas procesu wytwarzania, kiedy ciała obce są wciągane pod mechaniczny wałek i osadzane w powierzchni stali.
Stopnie przygotowania
P1 - Powierzchnia musi być wolna od wwalcowanych ciał obcych
P2 - Powierzchnia musi być wolna od wwalcowanych ciał obcych
P3 - Powierzchnia musi być wolna od wwalcowanych ciał obcych
Rowki i wyżłobienia
Niekształtne wgłębienie lub nieregularny otwór znajdujący się w stalowej powierzchni, zwykle spowodowane niewłaściwym obchodzeniem się z nią.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Promień rowków i wyżłobień musi być nie mniejszy niż 2 mm
P3 - Powierzchnia musi być wolna od rowków a promień wyżłobień musi być większy niż 2 mm
Wgniecenia i ślady walcowania
Głębokie bruzdy lub wgłębienia w stalowym podłożu, zwykle spowodowane oddziaływaniem mechanicznym.
Stopnie przygotowania
P1 - Bez przygotowania
P2 - Wgniecenia i ślady walcowania muszą być gładkie
P3 - Powierzchnia musi być wolna od wgnieceń i śladów walcowania
Kluczowy wniosek
Wady powierzchni powinny zostać zidentyfikowane podczas inspekcji, a plan ich usunięcia należy omówić przed rozpoczęciem zadania. Jeśli jednak w trakcie obróbki strumieniowej natrafimy na wady powierzchni, które będą wyglądały problematycznie, przed podjęciem działania należy je zgłosić kierownikowi projektu.
Powiązane artykuły
Usuwanie azbestu drogą obróbki strumieniowo-ściernej w osłonie wody
Obróbka strumieniowo-ścierna w osłonie wody może być wykorzystywana do usuwania azbestu, aczkolwiek jedynie w określonych warunkach.
Tworzenie wykończenia w granicie za pomocą EcoQuip
Krawężnik przy Denman Street w Londynie (Wielka Brytania) stał się przyczyną uszkodzeń wielu drogich pojazdów takich marek jak Bentley, Rolls-Royce czy Jaguar, które klienci pobliskiego hotelu parkowali przy tej ulicy. Zdecydowano więc o przebudowie krawężnika i utworzeniu ścieżki dla rowerów.
Stoczniowiec pod wrażeniem urządzenia EcoQuip 2 do obróbki strumieniowo-ściernej w suchym doku
Firma M&M Industrial wykorzystała urządzenia EcoQuip 2 firmy Graco w Swiftships do obróbki strumieniowo-ściernej na statku. Pracownicy Swiftships byli pod wrażeniem tego, jak niewielkich ilości wody i materiału potrzebowała maszyna, w porównaniu z innymi urządzeniami do obróbki strumieniowo-ściernej...