Closed Loop vs. Open Loop Process Control
Factory technology can range from manual knobs on a closed loop controller to an open loop controller with touchscreen displays. What works best and when? Find out.
Controls on factory equipment can range from manual knobs to touchscreen displays that automatically regulate process controls.
Differences in technology can seem overwhelming, but in reality, they all fall into a basic framework: Closed or open loop communication.
Closed Loop vs. Open Loop Communication
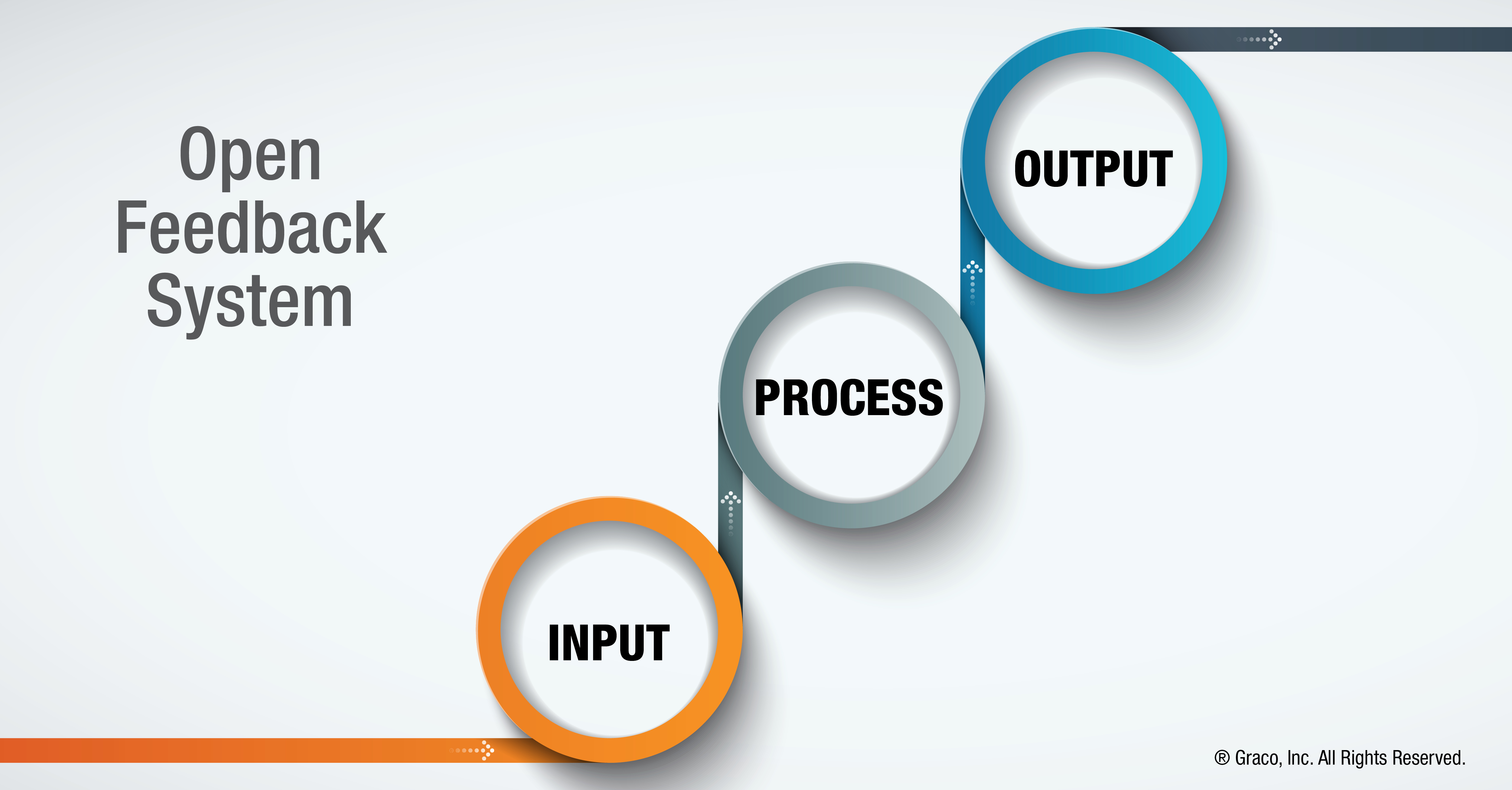
Some systems with manual air regulators run on open loop communication. This means that there is no feedback or continuous control.
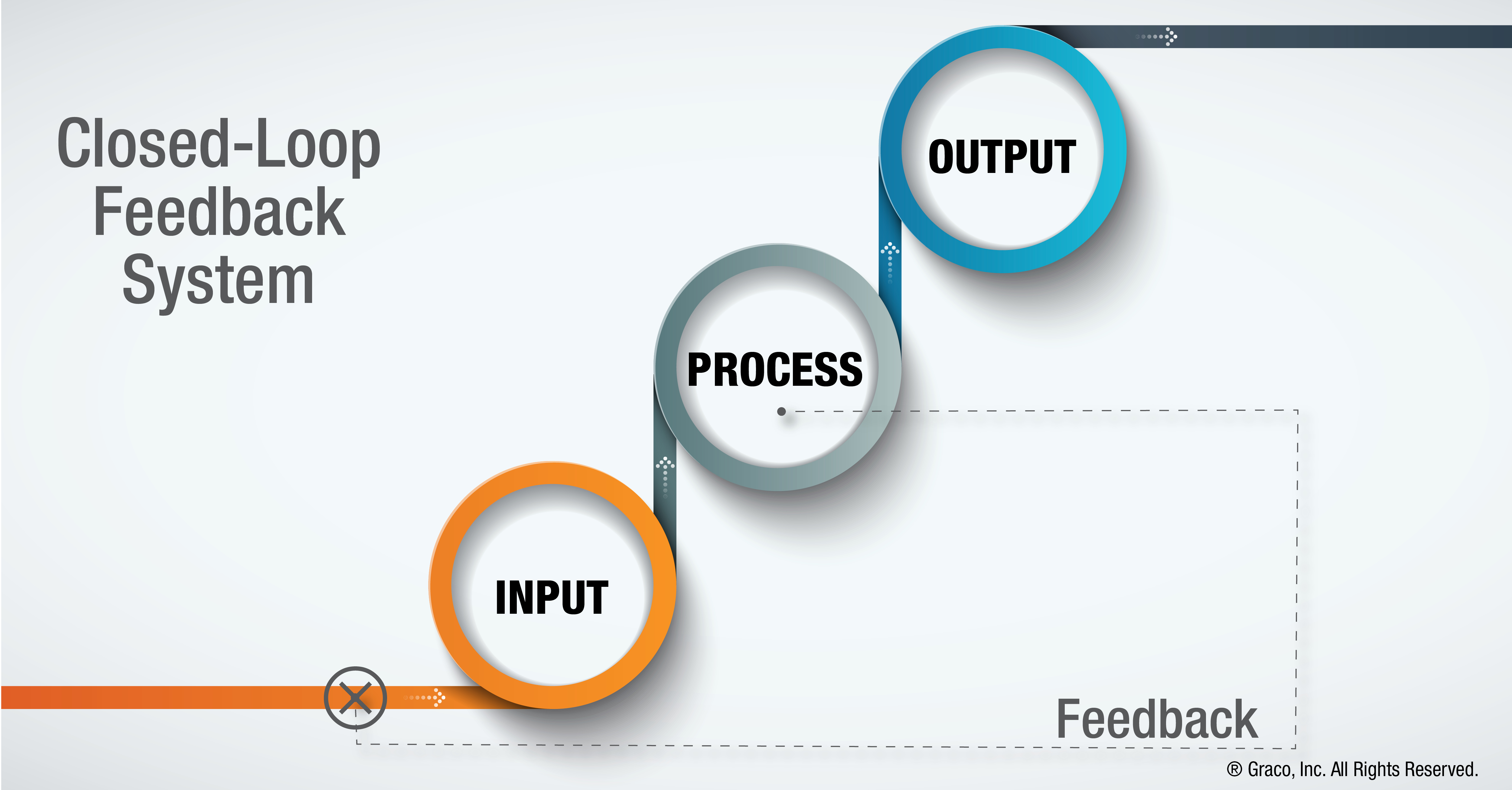
Newer systems have closed loop control. A feedback signal is sent back to the controller to maintain a desired result. The advantage of this is that the system is now self-regulating.
For example, you want to spin a rotary bell atomizer at 50,000 RPM.
- In an open loop system, you would adjust the air regulator knob and watch the speed, periodically checking to see if the system was maintaining the RPM.
- In a closed loop system, you can set your speed at precisely 50,000 RPM. The system will automatically regulate its turbine air pressure to maintain that speed within a certain margin for error.
With closed loop communication, we can also collect data on system parameters throughout production. This can be very useful in continuous improvement and quality assurance initiatives.
What Process Control Works Best and When?
When to Use an Open Loop Controller
In some cases, self-regulated equipment is overkill for a manufacturing process. Open loop communication can be more beneficial in these types of production environments.
- When low cost is the highest priority
- Output isn’t affected by external variables and rarely changes
- No quantitative measurement is possible
- Process disturbance is extremely rare
Open Loop System Example
A truck manufacturer applied a two component material for reducing rust on chassis. To mix this material, they decided to use a Graco ProMix 2KS plural component system with open loop communication.
Keeping costs low was a high priority, while changes in finish quality throughout the day wasn’t as important. In this case, open loop communication was just fine for this manufacturer’s needs.
When to Use a Closed Loop Controller
Closed loop communication provides a lot of benefits for manufacturers looking to improve process control. If any of the following are important in your paint line, closed loop controls could provide untapped improvements.
- When there is something to measure (speed, flow control, pressure, temperature, etc.)
- Process has a degree of predictability- a known or approximate response to an input or control
- Output can vary from a desired outcome and isn’t a “set and forget” process
- Quality is specific and valuable to your process
- Real time data analysis and repeatability is important
- Consistency of products across shifts, days and weeks
Closed Loop System Example: Liquid Finishing
A high volume commercial vehicle manufacturer needed to maintain a consistent mil thickness. Variations in viscosity and air pressure throughout the day made consistent finish impossible without constant oversight.
Graco’s ProControl 1KE Plus provided closed loop flow control and gun atomizing pressure control for their one component materials. This allowed the ability to maintain ideal flow and pressure rates without manual oversight. It also led to less rejected parts, less employee downtime, and a material use reduction of 40 percent.
Closed Loop System Example: Sealants and Adhesives
An automotive manufacturer needed a fast and accurate way to dispense underbody sealers and adhesives. The Graco Precision Continuous Flow (PCF) Metering System met that need for one component (1K) material.
- The PCF’s high resolution helical flow meter measures how quickly the material is moving.
- A regulator next to the meter simultaneously uses closed loop communication to automatically increase or decrease the flow.
Added Benefits of Closed Loop Communication
With closed loop communication, you can preset system parameters and track data throughout production.
- Setting parameters ahead of time make transitions smoother and consistency of quality higher.
- Being able to track data throughout production can be very useful in continuous improvement and quality assurance initiatives.
Flow Control & Monitoring
Efficient flow control means superior finish quality, less wasted material, and less part rework. Customization, closed loop feedback, and real time data drive better production quality and increased efficiency.





Related Articles
Automated Rotary Bell Controls Improve Plant Efficiency
Manual control panels not only look outdated, they cause inefficiencies not conducive to fast-paced manufacturing.
Closed Loop Flow Control Adds Quality Assurance
Aluminum extruder expects ProControl 1KE Plus to pay for itself within a year.